
信息技术和光机电一体化技术等高新技术的发展有力地促进橡胶工业技术进步。利用高新技术改造传统橡胶工业,生产技术向高新技术发展,是建设橡胶工业强国的必由之路。目前,橡胶工业仍是手工操作比较多的一个产业,特别是轮胎、胶鞋等部件比较多的产品,仅成型就有十几道工序,劳动强度大,生产效率低,严重影响了橡胶工业的发展。工业发达国家都把橡胶产品的成型工序为重点,通过计算机技术、光机电一体化技术和机器人技术,实现自动化生产方面取得了重大发展。
2 连续硫化生产工艺控制
2.1 硫化成型
硫化成型是橡胶加工的重要工艺。为改善橡胶制品的性能,生产上要对生橡胶进行一系列加工过程,在一定条件下,使胶料中的生胶与硫化剂发生化学反应,使其由线型结构的大分子交联成为立体网状结构的大分子,使从而使胶料具备高强度、高弹性、高耐磨、抗腐蚀等等优良性能。这个过程称为橡胶硫化。一般将硫化过程分为四个阶段,诱导-预硫-正硫化-过硫。为实现这一反应,必须外加能量使之达到一定的硫化温度,然后让橡胶保温在该硫化温度范围内完成全部硫化反应。
2.2连续硫化工艺控制
(1)微波橡胶硫化设备及生产工艺。带骨架的橡胶制品微波橡胶硫化的基本工艺流程为:从挤出机挤出的成型品通过输送带或辊道传送,进入微波硫化装置,在此处橡胶迅速升温到硫化温度,然后进入二次硫化的热风槽保温完成该产品的发泡及硫化过程。微波橡胶硫化生产线的组成包括放线设备、挤出机、高温定型设备、微波硫化设备、热风硫化设备、冷却段、牵引机、裁断机、打孔机等组成。
(2)工艺传动控制。放线设备及放线张力控制后,由预成型辊轮架穿过并加热,被挤塑机挤出的橡胶材料覆盖外套;覆盖了橡胶外套的线材,进入生产线主速牵引装置,经过高温硫化由变频器控制每分钟的生产速度,再经由履带辅助牵引进入后处理阶段;在芯金折断和成型装置,经过张力架检测张力作为张力反馈,速度由主速给定,匀速而且恒定张力的送线,经计米器控制后切割成型;在整条生产线上,主牵引和辅助牵引控制系统工作在速度方式:包括高温处理,微波硫化,后加热速度串联同步;并且要求各级可以微调并后级同步调整。而钢带放线和成型控制系统工作在恒转矩方式;在速度方式引起的转矩波动被转矩控制系统控制,相互配合以保证速度和张力的恒定。
3 变频器同步传动系统
3.1 同步传动系统原理设计
在整条生产线上,主牵引和辅助牵引控制系统工作在速度方式:包括高温处理,微波硫化,后加热速度串联同步;并且要求各级可以微调并后级同步调整,速度同步问题解决方案如图1所示。
配置设计:3台5.7寸1711STN HITECH海泰克触摸屏;1台DVP12SA台达PLC;4台VFD007B43A变频器。
此配置只涉及生产线四台变频器同步。整个生产线控制有三台人机,4台变频器,四台变频器频率控制一流水线,分成四段控制,项目主要利用台达通讯的便利性,用通讯的方式,随时随地读变频器的频率,只要发现其中一台变频器频率有变化,会根据一定的比例,后续几台变频器跟着变化,以便处理四段速度的同步以控制张力,而三台人机组成主从,安装在每一个工作段,每一台人机的界面做成完全一样,操作的时候,可以在任意一台触摸屏上操作,以方便操作工人的操作。原先客户用过通过人机UP/DOWN的方式进行微调,但是客户反映不是比较方便,用过台达四路同步控制器,但是客户此次的要求,需要在人机上设主频、比例的关系,但是,而此次人机经销商选用的是HITECH人机,而其HITECH人机只有两个通讯口,而其通讯口都已被占用,故无法使用同步控制器。
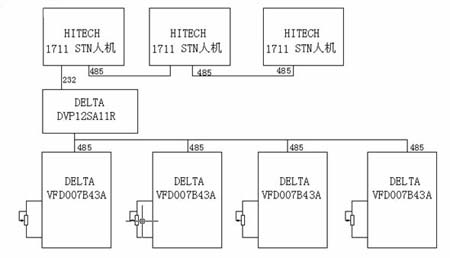
图1 速度同步问题解决方案
3.2 同步控制要求分析
四台变频器,当其中一台变频器频率有改动时(通过模拟量改动,或者主频、比例给定)有改动时,那后续的几台变频器就会自动改正频率,以保证同步。而且,当同时有两台以上变频器频率通过模拟量微调或者通过人机改变比例、主速时,那以前一台为准,后续几台的频率值修改都必须屏蔽掉,例如现场有两个操作工同时修改第二台、第三台变频器的模拟量进行微调频率,那频率修改值以第二台为基准。
3.3 流水线传动关系设计
(1)变频器频率设置来源:变频器主频(通讯设置)+0——10V模拟量叠加。
(2)变频器的同步关系:第一台频率值=主速设置(通过人机设定)+第一台模拟量辅频设置(通过模拟量设定)。
(3)第二台频率值=第一台频率值*比例一(通过人机设定)+第二台模拟量辅频设置(通过模拟量设定)。
(4)第三台频率值=第二台频率值*比例二(通过人机设定)+第三台模拟量辅频设置(通过模拟量设定)
(5)第四台频率值=第三台频率值*比例三(通过人机设定)+第四台模拟量辅频设置(通过模拟量设定)。
3.4 编程难点
频率值是主频与模拟量辅频设置,在现场模拟量辅频何时改变是不可知的,因此编写程序时必须每时每刻都要读频率来了解现场变频器频率值变化,而且频率读好后还要根据频率变化根据比例计算后,计算出的频率值自动的靠通讯写给相应的变频器。因为是每时每刻的在读频率,而且频率给定有两个来源,那难点在于何时把写好的比较值,给寄存器,然后再用此频率值与读的频率比较,当作参考值。原先想运用A/D、D/A模拟量接口信号,这样虽然写程序更简单,但是因为现场生产流水线过长(有五六十米长),而且微调的模拟量必须紧靠每一个工位,布线现状困难,在这么长的线路上模拟量会有很大的衰减和干扰,靠通讯的方式会相对比较好一些,故采用完全用通讯的方式来解决客户同步的要求,相对的程序要求编写会比较复杂一些,特别是何时在给比较值参考,怎么样屏蔽后几台频率变化的问题。
3.5 编程思路
(1)模拟量发生变化时。所有变频器频率读一遍后(d190—d197),频率发生变化(模拟量改变时),并且这种频率变化持续两秒钟,置位m10,且触发m1—m3,计算相应的频率(频率值放至d2000——d2007),然后开始写频率,写完后,定时100毫秒,然后又开始读频率,读一遍后,触发m16,把值记下来(D590—d597),然后又开始周而复始的读频率。
(2)比例值发生变化时(m100 m101 m102 m103)首先主速修改时(m100置位),置位m10,先写第一台变频器频率,写完后,定时100ms置位m17,然后读一遍频率,触发m18,后根据第一台读出的实际频率,根据相应的比例值(d550—d555),再触发m10,再写一遍频率,写完后,定时100ms后,再读一遍频率,读完后频率后触发m16,把值记下来。
其次比例修改时(m101 m102 m103置位)修改时,根据读出来的值根据比例计算相应的频率(频率值放至d2000——d2007),然后开始写频率,写完后,定时100毫秒,然后又开始读频率,读一遍后,触发m16,把值记下来(D590—d597),然后又开始周而复始的读频率。
比例值:D550、d552、d554;频率值:D2000、d2002、D2004、d2006。
3.6调试过程遇到的问题与解决
调试过程中遇到的主要问题是通讯读写过程中,因为读多台变频器参数,同时写多台变频器,而且都是在自动读写,为了尽量缩短读写程序的容量,在写程序时,都运用了变量来切换站号,因为台达底层程序的问题,会发生读上来的数据偶尔错位,但是因为以前都是给通讯要求不是很高的场合作通讯,数据瞬间错位,对设备没有影响,而且它不是经常出现,一般都是隔几个小时才会出现错位且瞬间马上复位,在要求不高的现场一般都不太会注意。
这次因为几台变频器一直在读,读好后通过比较如有发现频率有改变,就马上要把频率计算出来以后,自动写给其他变频器,以保持同步,故它是不容有读错的情况,否则马上就会飞车,出现无法运行的情况。故在连续试验后,发现通讯读写时,程序一定得加上通讯读上来后把区分数据存起来,必须加上通讯回复过来的数据为条件(要把D1070、D1071都用上)。
4 结束语
同步传动是机械化流水生产线的基础性技术。进入变频器传动时代以来,同步传动问题日益成为典型的变频器应用技术。本项目项目通过调试满足橡胶加工关键工艺过程的自动化要求,显示了台达机电产品在推进橡胶工业技术进步工程领域的工程能力。
- 推送Rocky-4782Ev-1.1科技兴国解能源危机 2024-5-20
- 推送K8Rg25Nc-Sp科技兴国魅力科技 2024-5-20
- 推引A16B-1210-0320科技兴国解能源危机 2024-5-20
- DUPLOMATIC油泵VPPL-022PCR-R00S/20N 2024-5-20
- DUPLOMATIC手动节流阀RPC1-1/T/41 2024-5-20