
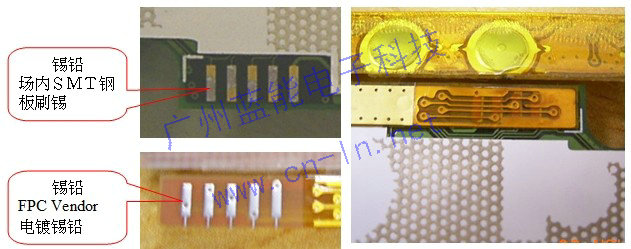
热押制程:使用热能,加温PCB & FPC锡铅使其熔融.待锡铅凝固后接合PCB与FPC。
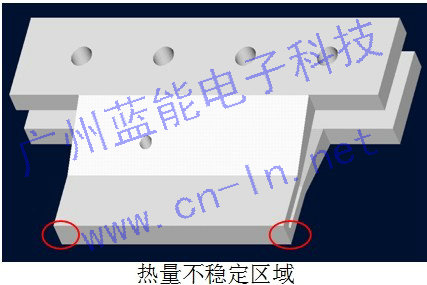
一、热压头工作区域——脉冲热压机热压头工作区域
1、 使用热压头时,热压头两侧为热量散失最快区域,故我们并不会使用热压头两侧做为热压区域,避免有热压不完全或是热压不稳定之情况发生。(实际量测时,台制热押头有机会温差在10~15度,或是更大)
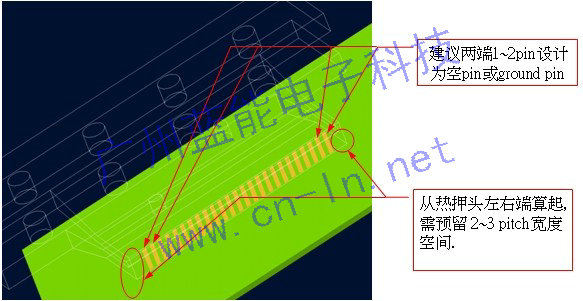
2、 由于热押头左右两侧散热快,建议两侧从边缘向内预留2~3 pitch的距离,避免发生左右侧最外pin脚时常发生焊接不良。
3、 建议左右pin设计为ground pin或是空 pin,因为最旁两侧热押后吃锡性较差。
广州蓝能电子,最专业的Hot bar机制造商
二、Pin & Pitch
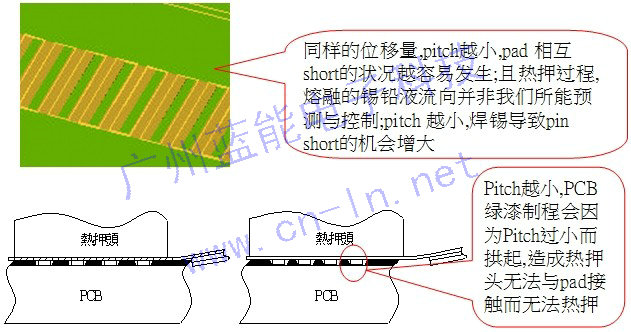
1、Pin的宽度关系制程的容忍度;Pin越细,相对我们对FPC shift(FPC与线路板的拉拔力,FPC越小,拉拔力越小)与FPC皱折容忍度越小(FPC太窄容易断)。常使用的pin 宽大约在0.4~0.5mm。
2、 Pitch 宽度关系位移的容忍度之外,另外关系PCB绿漆制程影响热押制程。常用的Pitch大约为1.0~1.1mm.。
3、 Hot bar机热押制程同时热押pin数并非无限制。热押pin数理论值是28 pin以下,,目前场内热押pin数最多为24pin。建议pin数设计不要超过24pin(pitch定要设计为1.1mm)。
&金手指基本PITCH约1mm﹐最小不低于0.8mm
&金手指总长+4mm=锡压头长度
&3、锡压头长度+2mm=压头的最近物件安全距离
&锡压头宽度=2/3金手指宽度 广州蓝能电子 www.cn-ln.net,最专业的Hot bar机(脉冲热压机)制造商
三、Hot bar机PCB vs 热押制程
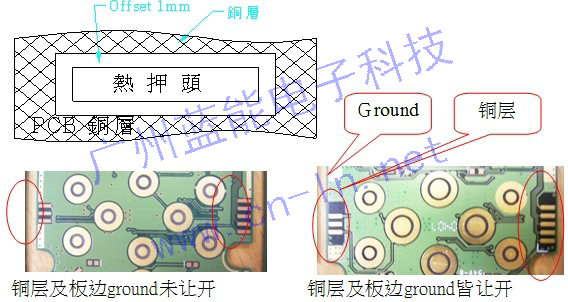
1、 PCB上会在最上层铺上铜层,但是铜是最好的热导体不利于热押制程;建议热押处避免铺上铜层.另外板边的ground 也必须要让开。
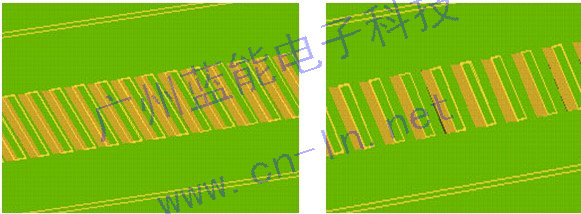
2、 建议Pad之线路线宽不要与pad同宽。这样会导致该Pad热量散失比其它pad快;如此该Pad容易产生吃锡性不良。

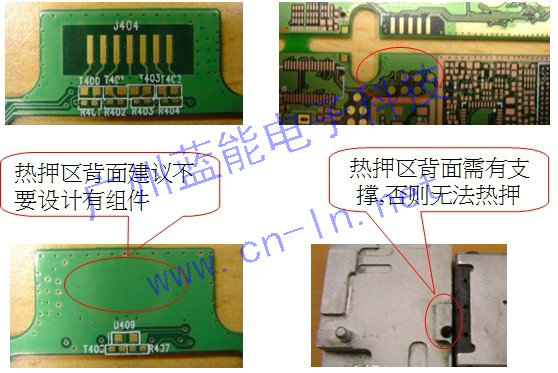
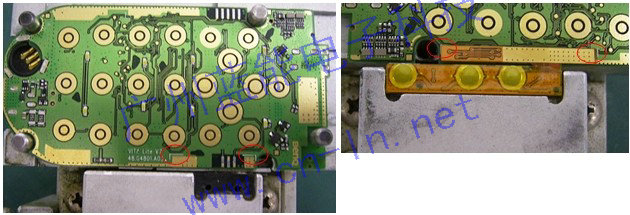
3、 建议Hot bar机热押处背面不要SMT component;因为热押过程,会损坏PCB背面组件,造成不良。
4、 建议PCB在热押处划白线,帮助热押时FPC对位。
广州蓝能电子科技有限公司www.cn-ln.net拥有30年精密热压焊的技术和经验,核心技术Hot bar机在国内享有盛誉。完全有能力为客户找到最完善的点焊解决方案。公司设有工艺实验室,欢迎前来试样。
- DUPLOMATIC油泵VPPL-022PCR-R00S/20N 2024-5-20
- DUPLOMATIC手动节流阀RPC1-1/T/41 2024-5-20
- Duplomatic控制器DDC4-10-400/20 2024-5-20
- Duplomatic伺服电机P08-C01-400/20-E0 2024-5-20
- DUPLOMATIC(迪普马) 柱塞泵 VPPL-022PCR-R00S/20N 油泵 2024-5-20