 首页
首页
0/100
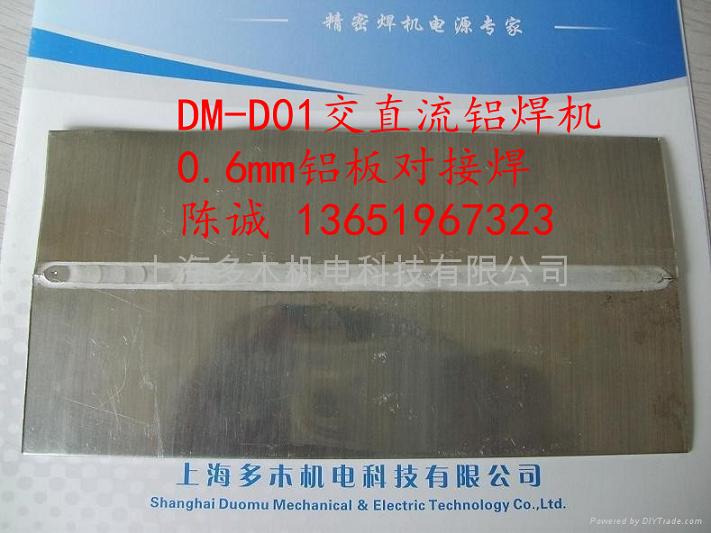
铝焊机 铝焊接 铝焊补 铝合金焊接 钢模铝件修补
来自:上海多木实业有限公司
1人民币
发布时间:2012-11-7
关注次数:954
产品参数
商品详情
本厂专业生产:精密焊机,精密修补机,模具焊机,模具修补机,离子焊机,冷焊机,薄板焊机,点焊机,粉末堆焊,铝焊机,铜焊机,氩弧焊,激光焊
激光焊机:
优点:焊补精度高,热影响区域小,适合于精密模具的修补。
缺点:1、焊丝实用的直径比较小,一般0.2mm和0.4mm,对于焊补量稍大的工件难于修补。
2、体积较大,移动不方便,不适合现场操作。
3、焊补需在工作台上操作,稍大的模具、工件均无法操作。
4、使用成本高(维护费用高)
DM-D01精密焊机正是克服了以上的缺点,焊丝适用直径0.1mm-1.6mm均可精密焊补,其焊补的精度又可以与激光焊媲美。体积小、重量轻、移动方便,可现场操作。维护费用基本可以忽略不记。
氩弧焊机:
优点:焊材对应全,修补速度快。
缺点:1、焊补时的热影响区域比较大,工件易造成(下榻,变形,咬边,裂纹等)现象。
2、焊补精度低,对于精度要求的模具达不到焊补要求。
3、较多模具焊补需要预热、保温等过程,较繁琐、耗时。
4,焊补完后,后期的处理很繁琐。
DM-D01精密焊机同样克服了氩焊的如上缺点,焊补速度快,精度高,热影响小,焊补过程无需预热、保温。
工模具修补机(冷焊机):
优点:热影响区很小
缺点:
1、焊补精度低。
2、焊材对应少。
3、焊补速度慢,不适应工厂快速生产的需求。
4、焊后结合度低,易出现脱离现象。
5.冲压模,压铸模,修补后达不到所需要的硬度.
DM-D01精密焊机同样克服了以上几点,焊补精度高、热影响小、焊材对应全、焊补速度快、焊后结合度高
我们焊机在修补行业上的介绍:
1、零件在修复过程中,始终处于常温状态,不产生内应力,无热变形,无裂纹,无退火,软化现象,无断裂的潜在影响。
2、修补精度高,可以达到激光焊的修过,方便灵活容易操作。
3、焊丝材质对应比较全,可以根据不同需焊补工件的材质选用相对应的焊丝,可以达到相对应的效果。可以选用(0.2mm----1.6mm)粗细的焊丝。
4、结合强度高属冶金结合,不产生脱落现象,无硬点。
5、修补处机械性能高,通过选择不同的修复材料可满足不同性能的技术要求,即可以把不同性能的材料修复到同一种材质的零件上,修复后的零件在硬度,耐磨,耐腐蚀等方面可超过新品。
产品简介:DM-D01精密焊机(仿激光焊)主机采用德国公司生产的微束焊机主电源技术,结合国际先进的数字脉冲控制逆变技术,具有工作特性稳定,焊接参数可精密控制,焊补热量少,焊接强度极高的等特点被广泛的应用于模具、五金、铸造、机械、零部件制造等行业的高精度缺陷修补及高质量脉冲微束焊接。特点:
1、极高的修补精度:由于本机的输出电流,脉冲时间,间隔时间都可以得到精确的控制,因此可以根据不同的补焊要求来调节不同的补焊参数,因此即使0.1mm以下的焊丝也可以得到完美的焊接,达到激光修补的精度。2、极小的焊补冲击:主机采用德国先进的电路技术,使焊机的起弧电流、时间都比普通的氩焊降低数倍,克服了焊补过程中对工件的冲击,即使没有加工余量的工件加工面棱角等也可以进行修复。3、极小的热影响:由于焊补电流、时间得到精确的控制,因而输入的能量可以得到精确的控制,确保输入的能量仅够用于焊丝与工件的的熔合不会有过多的能量作用于工件,从而使工件表面受热影响降到最低,达到理想的修补冷焊效果。
4、极高的结合度:本机焊后的焊点融池深,结合强度高,可以达到氩焊和超越激光焊的效果,可以适用于各种加工方式,不会出现结合不牢固,脱落现象。
5、电源为IGBT逆变电源,电弧挺度好,熔深大,焊缝成形美观。
6、具备脉冲功能,可以精确控制熔池热量,特别适合薄板的焊接和模具修补。
7、使用氩气等隋性气体保护,保护效果好,电弧稳定可配备HGT系列工作台,实现自动焊接。
8、焊机电源具有垂直下降的特性,焊接电流稳定。
9、焊接电流、脉冲时间全部采用无级调节,调节方便。10、一机多能:本机将精密焊及高级氩焊两种焊补功能完美的结合在一起。使焊补作业更简便、快捷。
技术参数:
1.适用范围:工业模具、五金、铸造、机械、薄板、高质量零部件制造等行业的高精度缺陷修补及高质量脉冲微束焊接,主要应
用于碳钢、低碳钢、高低合金钢、不锈钢、钛合金、镍合金、银合金等各种金属焊接修补。能满足精密焊接和航空航天、医疗设备、
真空装置、薄板加工、波纹管、仪表、传感器、汽车部件、化工密封件、兵器工业优质高效焊接需要等。2.输出电流:2-200A3.间隔周期:0.1-1S4.脉冲范围:1-999mS5.空载电压:65V6.额定功率:4KVA7.工作电源:AC220V±10% 50Hz8.气体流量:3-10L/MIN9.冷缺方式:风扇强制冷却冷10.外型尺寸:530×300×400
一、离子弧原理:等离子弧是离子气被电离产生高温离子气流,从喷嘴细孔中喷出,经压缩形成细长的弧柱,其温度可达18000-24000K,高于常规的自由电弧,如:氩弧焊仅达5000-8000K。由于等离子弧具有弧柱细长,能量密度高的特点,因而在焊接领域有着广泛的应用。
二、离子弧特点:1、电弧能量高,焊接热影响区小,焊接形变很小;2、弧柱细长,穿透力强,薄的工件无需开坡口,缩短准备时间;3、速度快,是普通氩焊的3-6倍;4、弧柱刚性大,由于小孔效应,实现了单面焊双面成型;5、焊缝缺陷少,可焊材料多,焊接质量高;6、卓越的重复生产性,电极缩在喷嘴内,不易污染和烧损。
焊机特点:1.数字型采用DSC处理器,输出准确精确控制。采用优质的元件制造,性能可靠。2.“单键飞梭“功能,一个数字按钮控制多个数字表,减少故障率,克服了电位器故障频繁的现象。3.能量密度大,电弧方向性强。融透性强。可以产生稳定的小孔效应,通过小孔的效应可以获得良好的单面焊双面成型。4.焊缝的质量对弧长的变化不敏感,这是由于等离子弧的形态接近圆柱形。发散角很小(约5度)且挺直性好,弧度变化时加热斑点的面积影响很小,因此容易获得均匀的焊缝状态。5.钨极缩在水冷喷嘴内部,不与工件接触,因此可以有效的避免焊缝金属的夹钨现象。另外电弧的搅动性好,融池温度高,有利于融池内气体的释放。6.等离子电弧由于压缩效应及热电离度较高,电流较小时仍很稳定,焊接电流可以小到0.1A稳定燃烧,特别适合焊接微型精密零件。通过电弧的压缩,导电弧柱集中为一条细线,电流小,电弧稳定,溶池小,热影响区很窄,电极和喷嘴的孔径细小,并使弧柱收缩的更细,同时也提高热效率。
欢迎来人来样 我们实地焊接焊补 您看效果
我们焊机焊铝特点:1,精密焊补:(可在加工面上焊补)选用母材焊丝焊后几乎没色差热影响区域小无咬口咬边想象。
2,精密焊接:焊接薄板,薄管,薄壁件 焊后无变形,焊穿的想象 节省材料
3,操作简单:无需专业焊工 普通人员即可操作 全数字式面板 精确可控
陈诚 13651967323
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《铝焊机 铝焊接 铝焊补 铝合金焊接 钢模铝件修补》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
