 首页
首页
0/100

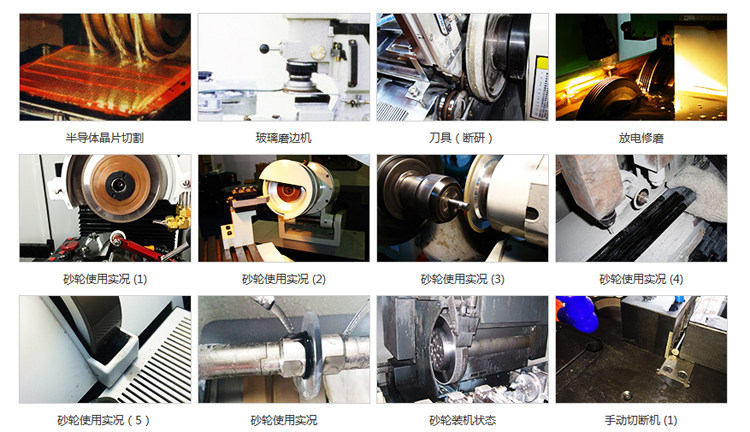
广东地区滚筒电镀金刚砂 CBN砂轮翻新 锉刀磨棒来料镀砂
来自:东莞市东城东巨磨具经营部
2000人民币
发布时间:2020-11-18
关注次数:15305
产品参数
商品详情

广东地区滚筒电镀金刚砂 CBN砂轮翻新 锉刀磨棒来料镀砂 碗型、平行、异型基体来料镀砂

关于可翻新对象
随着电镀新工艺、新材料和新设备不断开发研制,电镀行业开创了新的局面,应用领域不断拓展,这也对电镀工艺的创新及镀层质量提出了更高的要求。在实际电镀生产中,由于工件基体材料种类繁多,采用单一的电镀前处理工艺有时难以获得理想的镀层质量。
东巨磨具店这里特别说明,不是所有金属材料都适合电镀磨料,每种材料物理性质不同,即便是充分预处理基体表面,材料本身对药水的反应也大相径庭。例如不锈钢基体材料、铝及铝合金基体材料、钨钢硬质合金材料等,这类金属并不适合镀砂,因为不同的基体材料具备不同的化学特性,如:易析氢,表面疏松多孔,易氧化等,需采取不同的电镀前处理工艺,来降低不良特性对镀层质量造成的脱砂。电镀生产中所发生的质量事故,大多数并不是由于电镀工艺本身所造成,多半是由于金属制品的镀前处理不当所致。镀前处理工艺的质量与镀后镀层的平整程度、结合力、抗磨能力等性能密切相关。因此,根据不同的基体材料的不同特性,制定不同的前处理工艺流程,从而获得具备平整、耐磨、结合力强等优点、符合生产应用所需的磨具镀层。
东巨磨具工程师从实验数据看出,一般钢材的抗拉强度均可满足砂轮基体的强度要求,一般铝材的抗拉强度比所需强度低出不少,考虑到铸铝的组织均匀性不太好,高速回转时会增大砂轮的动不平衡性,影响磨削效果。根据这些金属材料的性质和高速砂轮的强度要求,当使用速度≥80m/s时,砂轮基体材料以选择导电性能好的钢材为宜。那么有些人要问了,我是用铁做基体电镀的金刚砂,为何产品会有不少不耐磨或脱皮?东巨磨具店技术解答,不耐磨的原因有可能是镀层太薄, 如果是局部脱皮说明是基体铁的前期处理没有做好,整体脱皮则需要检查电镀液的问题了。电镀金刚石工具在制造过程中牵涉多道工序,任何一道工序进行得不充分,都会造成镀层脱落。
不同的行业对电镀金刚石工具的要求基本上是相同的,即效率高、寿命长、磨削精度高。要保证这些特性,镀层金属不仅要有较高的硬度、耐磨性,而且要求在基体各个部分要均匀分布,以免镀层脱落使工具寿命缩短。在某些特殊行业,如磁性材料行业的强力磨削,进刀量都是控制在0.3mm左右;陶瓷行业的大进刀量的干磨削等,对镀层金属与钢基体的结合力要求尤为苛刻。在电镀金刚石工具的生产过程中,大部分厂家都只注意到了镀层金属的种类、硬度、耐磨性,而往往忽视镀层金属与基体结合力的问题。在实际使用过程中,镀层脱落的现象屡见不鲜。
综上,因此选择合适的基体镀砂尤为重要,常见的电镀材料45#钢、高速钢等;如果嫌基体太重,可以采取铝基镶嵌铁环的处理方法,大家在实际磨削操作中大家可以灵活运用。
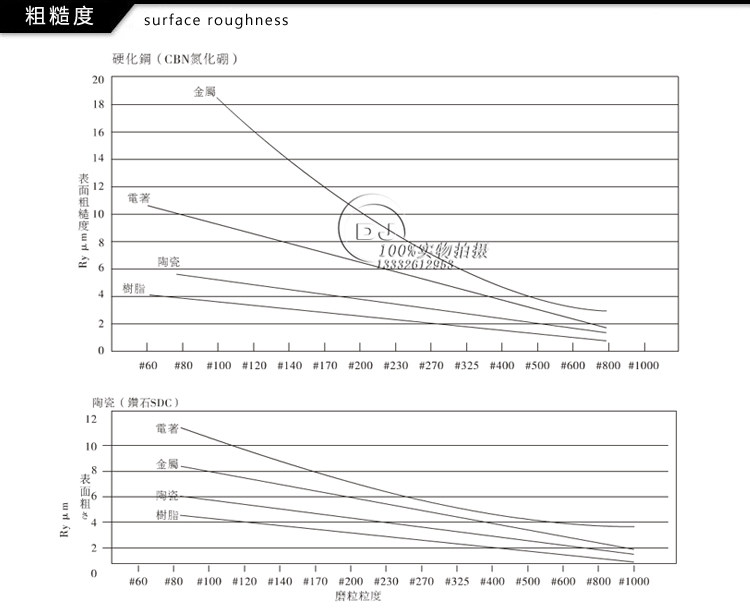
关于磨料
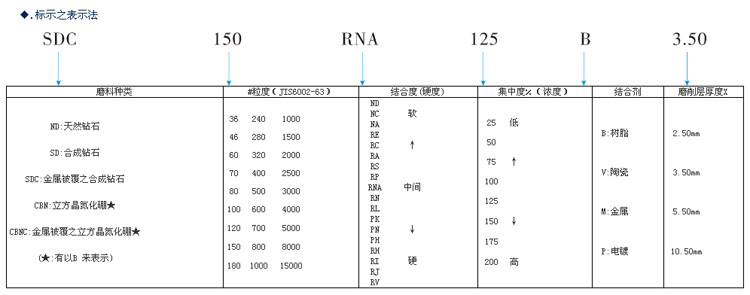
常用的磨料有金刚砂SDC和氮化硼砂CBN两种,金刚砂整体颜色偏绿,CBN砂则为银白色为主。
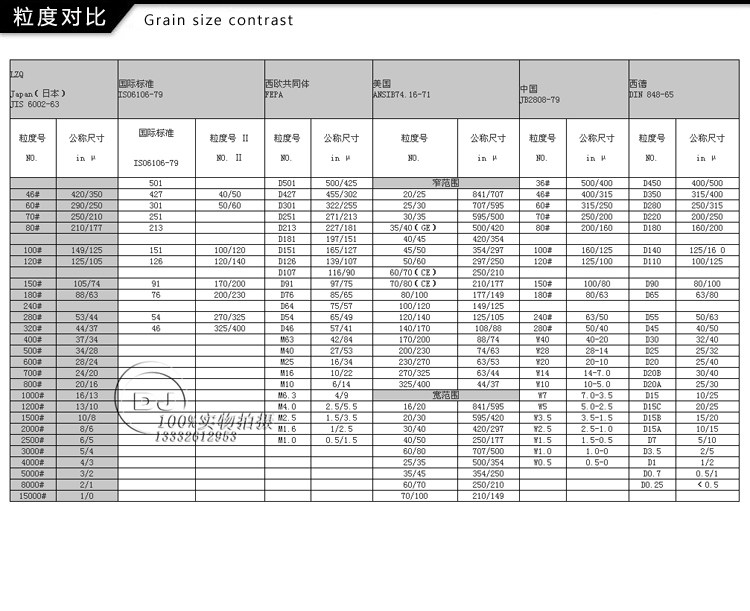
我公司电镀磨料范围,从粒度最粗40目至最细1000目。
关于镀砂
基体上砂一般有两种方法:落砂法、埋砂法,各有使用对象。
落砂法一次只能完成一个面上砂,对于多面的基体需要改换方向多次上砂,落砂法砂层薄,电镀液流通性好,电流密度可比埋砂法稍大,对平面工件上砂比较合适。
埋砂法周围砂层较厚,电解液透过性差,电流密度小,每次上砂时间较长。但一次可以完成各个表面的上砂,适用于园柱形和其它复杂型面的工件上砂。
不同基体上砂时间也不一样,与基体形状大小、上砂方式有关。 上砂完毕卸砂,增大电流加厚,镀到防松螺母电镀层包覆磨料1/2以上为止。有时需要装饰光亮镀镍,工件出槽,清洗,卸夹具进行修整,经表面活化入槽镀光亮镍,镀到光亮为止,这样工件上未镀金刚石的部位也一同镀上一薄层光亮镍,作为防护装饰性镀层,但要注意金刚石磨具的高精度安装面不能镀金属层必须严格保护。工件镀光亮后水洗烘干涂上防锈油成品包装。
因为金刚石尤其是人造金刚石在磨钢铁时易发生粘附现象,降低磨削效率并提高磨削温度,金刚石耐高温性能又比CBN差,一般要用冷却液降温,而CBN耐温可达1000以上,不用冷却液而干磨工件,所以在加工不锈钢、镍基合金时通常采用CBN磨轮。但CBN的抗压强度不及人造成金刚石,CBN磨轮必须高速旋转,使表面磨粒的线速度提高才能显示其磨削效率。
关于交期
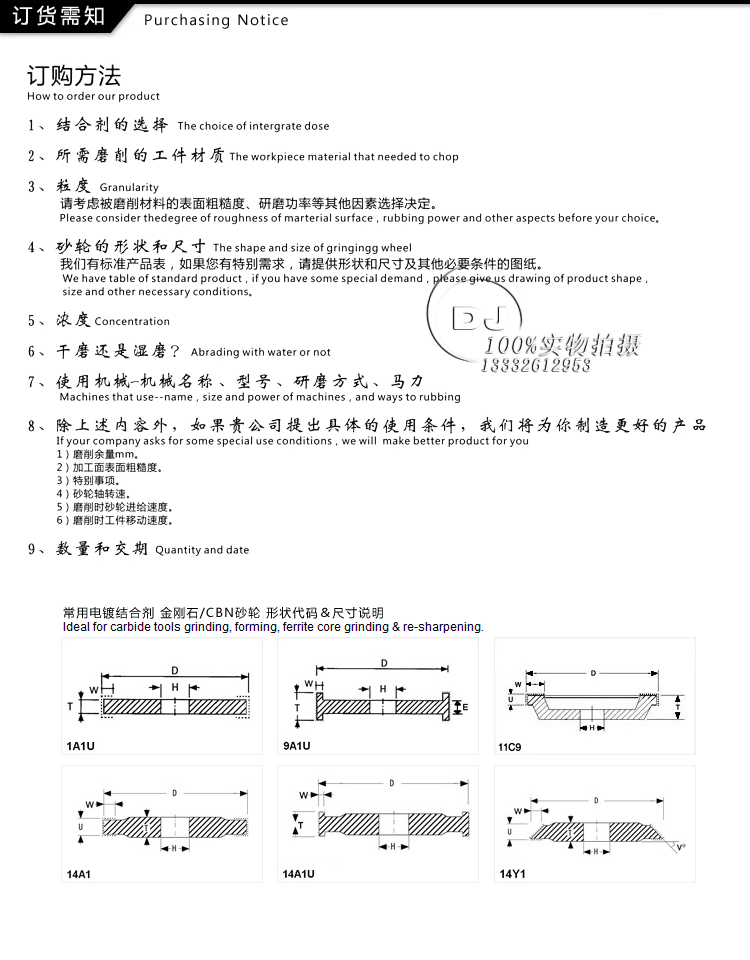
1.包工包料:[下料-车-热处理-精磨-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,7天发货.
2.来料加工:客户提供基体,要经过[去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-4天发货.
3.翻新加工:客户提供旧基体(磨棒或砂轮),需经过[退砂-去油-电解-过酸-预镀-镀砂-外观-电印-包装]等多道工序,3-5天发货.
东巨欢迎广大用户前来试样,全国包邮!





![]()









展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《广东地区滚筒电镀金刚砂 CBN砂轮翻新 锉刀磨棒来料镀砂》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
