 首页
首页
10mm宽的机身上安装两台放大器。
可节省约1/2的空间。
还能节省约40%的电力。
(每1个通道与以往相比)

无锡D4N-4D87太仓欧姆龙代理
来自:苏州万驰自动化科技有限公司
面议
发布时间:2020-5-20
关注次数:112
产品参数
商品详情
无锡D4N-4D87太仓欧姆龙代理无锡D4N-4D87太仓欧姆龙代理

为改进冷却液的流量,推荐在丝锥的刃背上开冷却槽。如果直径足够大的话,可考虑采用内冷却丝锥。应用实例某飞机零件制造商需在一个零件上进行深孔攻丝。该零件材料为7级钛合金。加工中,圆周切削速度为13英寸/分,同时采用冷却液。为保证零件精度,操作者在丝锥磨钝前要及时更换。当丝锥磨损时,切削过程中产生的声音会发生变化。通过听这些声音,在加工前,操作者能确定在丝锥磨损前所能加工的螺纹孔数。该厂在每一个攻丝设备上,都有2个攻丝工位,装有相同的丝锥。不适合于高碳钢的焊接焊补,由于焊缝金属结晶和偏析及氧化等过程,内部有应力,焊后容易开裂,产生热裂纹和冷裂纹。内部容易产生气孔、夹渣等二次缺陷;焊点上硬度过高,一般还需要退火热处理才可以满足加工要求。这就决定了电焊机只能修补一些比较粗糙的铸件,即使修补精密的铸件,需要预热,焊后需要退火处理,焊补比较繁琐。这需要更高级的焊补设备弥补它的不足。氩弧焊:氩弧焊又称氩气体保护焊。就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区之外,防止焊区的氧化。车削成型在轴承行业,传统的车削成型技能是运用专用车床,采用集中工序法完成成型加工。但因为该办法所用设备调整难度大、机床精度低、资料应用率低,因而该工艺办法正在被裁减。跟着科学技能的开展,数控车削机床敏捷开展并日益完美。当前,一些外形复杂、精度要求高的产物正越来越多地采用数控车削成型技能。综上所述,套圈成型加工的偏向应该是向着金属资料应用率高、出产效率高、成型精度高的偏向开展。因而,高速镦锻技能、冷辗扩技能、数控车削成型技能将会获得越来越多的使用。
E3X-DA-S / MDA数字光纤放大器
满足现场需求的丰富的产品线
业界, 在小巧的机身上安装了两台放大器. . . . 双通道型
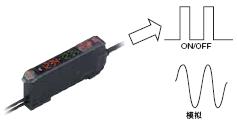
高速、高精度的模拟输出,支持多种用途. . . .高功能模拟输出型
模拟控制输出
根据检出量(数字显示),以1-5V电压输出。可用于位置控制及多级判别检测等丰富的用途。
高速、高精度
放大器单元
导线引出型 (2m)


省配线接插件型


* 可使用传感器通信单元E3X-DRT21-S VER.3,省配线接插件请选用无导线接插件E3X-CN02。
通信单元用接插件型(EhterCAT/CompoNet用)

额定规格/性能一览表
可根据用途选择检出模式。
以80μs(超高速模式)的高速响应,支持需要高速控制的位置控制等。
为改进冷却液的流量,推荐在丝锥的刃背上开冷却槽。如果直径足够大的话,可考虑采用内冷却丝锥。应用实例某飞机零件制造商需在一个零件上进行深孔攻丝。该零件材料为7级钛合金。加工中,圆周切削速度为13英寸/分,同时采用冷却液。为保证零件精度,操作者在丝锥磨钝前要及时更换。当丝锥磨损时,切削过程中产生的声音会发生变化。通过听这些声音,在加工前,操作者能确定在丝锥磨损前所能加工的螺纹孔数。该厂在每一个攻丝设备上,都有2个攻丝工位,装有相同的丝锥。不适合于高碳钢的焊接焊补,由于焊缝金属结晶和偏析及氧化等过程,内部有应力,焊后容易开裂,产生热裂纹和冷裂纹。内部容易产生气孔、夹渣等二次缺陷;焊点上硬度过高,一般还需要退火热处理才可以满足加工要求。这就决定了电焊机只能修补一些比较粗糙的铸件,即使修补精密的铸件,需要预热,焊后需要退火处理,焊补比较繁琐。这需要更高级的焊补设备弥补它的不足。氩弧焊:氩弧焊又称氩气体保护焊。就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区之外,防止焊区的氧化。车削成型在轴承行业,传统的车削成型技能是运用专用车床,采用集中工序法完成成型加工。但因为该办法所用设备调整难度大、机床精度低、资料应用率低,因而该工艺办法正在被裁减。跟着科学技能的开展,数控车削机床敏捷开展并日益完美。当前,一些外形复杂、精度要求高的产物正越来越多地采用数控车削成型技能。综上所述,套圈成型加工的偏向应该是向着金属资料应用率高、出产效率高、成型精度高的偏向开展。因而,高速镦锻技能、冷辗扩技能、数控车削成型技能将会获得越来越多的使用。
展开

 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《无锡D4N-4D87太仓欧姆龙代理》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
0/100
完成
