 首页
首页
0/100
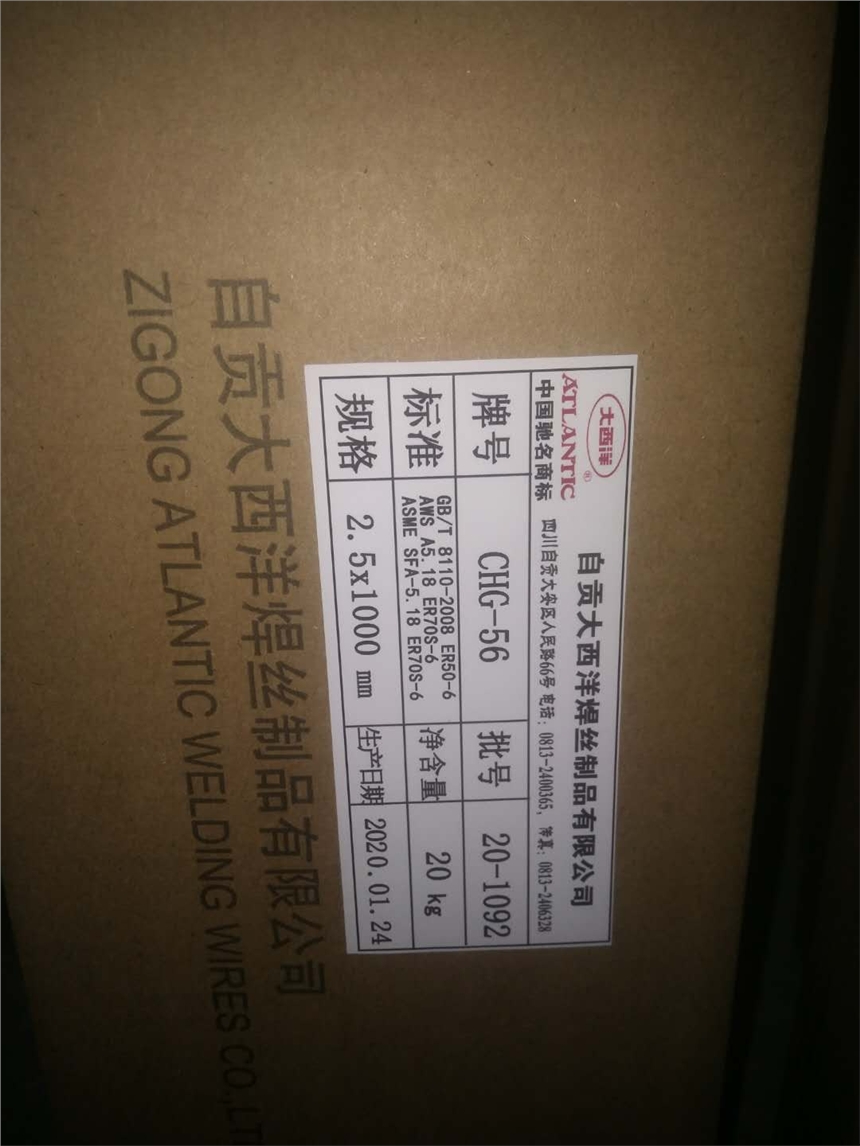
CHG-56碳钢氩弧实心焊丝
来自:临沂鑫亿源焊接材料有限公司
32人民币
发布时间:2020-6-15
关注次数:214
产品参数
商品详情
包装:5公斤/盒,长度1米
名称:CHG-56碳钢氩弧焊丝
标准:GB/T8110 ER50-6 AWS A5.18 ER70S-6
用途:广泛用于造船、管道、工程机械、石油化工、热电站、LNG电站、核电站、车辆、锅炉、压力容器等行业。碳钢如20、20g、20R等钢材;500Mpa级强度用钢,如x60、x65、16Mn、16MnR等。
品牌:大西洋
H08A埋弧焊丝GB/TH08A焊丝AWSEL8 ISO14171-B-SU11低锰低硅型焊丝
熔敷金属力学性能
试验项目 Rm(N/mm2) ReL/Rp0.2(N/mm2) A(%) KV2(J)
-40℃
保证值 ≥550 ≥450 ≥22 ≥60
例值 620 550 25 130
X射线探伤:
I级
参考电流 (AC、DC+)
焊条直径(mm) φ3.2 φ4.0 φ5.0
焊接电流(A) 90~140 150~190 180~220
注意事项:
1.焊前焊条须经350℃左右烘焙1h,随用随取。
⒉焊前必须清除焊件的铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,以窄焊道为宜。



名称:CHG-56碳钢氩弧焊丝
标准:GB/T8110 ER50-6 AWS A5.18 ER70S-6
用途:广泛用于造船、管道、工程机械、石油化工、热电站、LNG电站、核电站、车辆、锅炉、压力容器等行业。碳钢如20、20g、20R等钢材;500Mpa级强度用钢,如x60、x65、16Mn、16MnR等。
品牌:大西洋
H08A埋弧焊丝GB/TH08A焊丝AWSEL8 ISO14171-B-SU11低锰低硅型焊丝
熔敷金属力学性能
试验项目 Rm(N/mm2) ReL/Rp0.2(N/mm2) A(%) KV2(J)
-40℃
保证值 ≥550 ≥450 ≥22 ≥60
例值 620 550 25 130
X射线探伤:
I级
参考电流 (AC、DC+)
焊条直径(mm) φ3.2 φ4.0 φ5.0
焊接电流(A) 90~140 150~190 180~220
注意事项:
1.焊前焊条须经350℃左右烘焙1h,随用随取。
⒉焊前必须清除焊件的铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,以窄焊道为宜。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《CHG-56碳钢氩弧实心焊丝》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
