 首页
首页
43/100
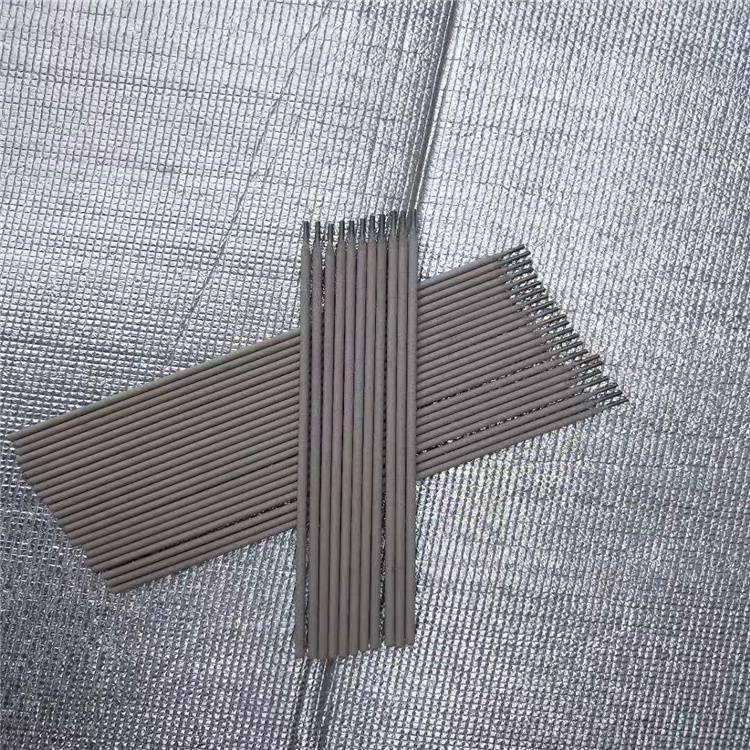
铝硅合金焊条 L209铝合金焊条厂家销售
来自:清河县松利焊接材料有限公司
面议
发布时间:2021-11-5
关注次数:168
产品参数
商品详情
品牌:松利
产品特性:韧性
是否进口:否
产地:河北
焊芯直径:3.2、4.0、5.0mm
牌号:L209
药皮性质:碱性焊条
直径:3.2mm
长度:350-400mm
焊接电流:80-100A
电流幅度:20A
熔点:650
工作温度:700-900℃
硬度HRC:38
可售卖地:全国
类型:铝及铝合金焊条
型号:E4043
符合 GB/T E4043
L209 相当AWS E4043
说明:L209是盐基型药皮的铝硅合金焊条。 采用直流反接,短弧快速
施焊。其通用性较大,特点是抗裂性能良好,熔敷金属具有一定的机械强
度。
用途:用于铝板、铝硅铸件、一般铝合金及锻铝、硬铝的焊接。但不宜
焊接铝镁合金。
熔敷金属化学成分(质量分数) (%)Si Fe Cu Mn T
T Zn Al Mg 其他元
素总量
4.5~6.0 ≤0.8 ≤0.30 ≤0.05 ≤0.20 ≤0.10 余量 ≤0.05 ≤0.15
熔敷金属力学性能试验项目 R/MPa
保证值 ≥95
参考电流焊条直径/mm 3.2 4.0 5.0
焊接电流/A 80-100 110-150 150~200
注意事项:
1.焊条极易受潮,故应储存在干燥的密封容器内,以防受潮变质;焊
前焊条须经150℃左右烘焙1~2h;
2.焊前应采用垫板,并根据焊件的厚度预热到200~300℃后施焊;施
焊过程中,焊条应垂直焊件表面,电弧应尽量短,更换焊条必须快速进行;
3.焊件在焊前必须清除油污、杂质,焊后应仔细清除熔渣,并用蒸汽
或热水冲刷干净。



展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《铝硅合金焊条 L209铝合金焊条厂家销售》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
