 首页
首页
0/100
广东畅销LED边框激光焊接设备厂家直供价格
来自:东莞市正信激光科技有限公司
130000人民币
发布时间:2020-3-31
关注次数:870
产品参数
商品详情
众所周知,铝合金的焊接与一般的碳钢,不锈钢等的焊接不同,有很多问题需要解决。下面从铝合金材料在焊接中的特点以及焊接难点,解决方法这几方面讲述如何进行铝合金的焊接。
铝合金材料在焊接过程中的特点以及焊接难点:
1、热导率很大,大约为钢的2到4倍,同时耐热性很差,一般铝合金均不耐高温,膨胀系数大,容易产生焊接变形,焊接裂纹倾向也很明显,而且越薄的铝合金板材越难焊接,容易焊穿。
2、铝合金焊接中极易产生气孔,由于在熔池中的氢不能在焊缝成型之前排出就导致了焊缝中存在气孔。
3、铝合金表面直接暴露在空气**别容易在表面产生一层难熔的氧化模(成分为三氧化二铝),这层氧化模的熔点高达2050度,因此在进行钨极氩弧焊时会产生氧化模 打不透无法焊接等情况。
4、铝合金的焊接接头软化情况严重,焊缝强度系数均低于母材。
5、铝合金材料在溶化状态下表面张力小,很容易凹陷。

光纤激光器的快速发展为解决这一难题带来了契机,光纤激光器诞生于20世纪60年代,受当时技术条件限制,发展比较缓慢。自1988年Snitzer等人提出双包层光纤以来,基于这种包层泵浦技术的光纤激光器和放大器获得了快速发展,光纤激光器的输出功率水平快速提升,并广泛应用于高精度激光加工、激光医疗、光通信及国防等领域。
相对于传统焊接设备,光纤激光器光束质量好、体积小、精度高、光电转换效率高。在焊接消费类电子产品的铝合金结构件时,能够很好地避免传统激光器焊接时存在的一些缺陷和问题。在此将光纤激光器和在消费类电子产品铝合金结构件上应用广泛的脉冲激光器进行对比研究,以确定光纤激光器是否能够成功应用于此类产品上。
光纤激光焊接优势:
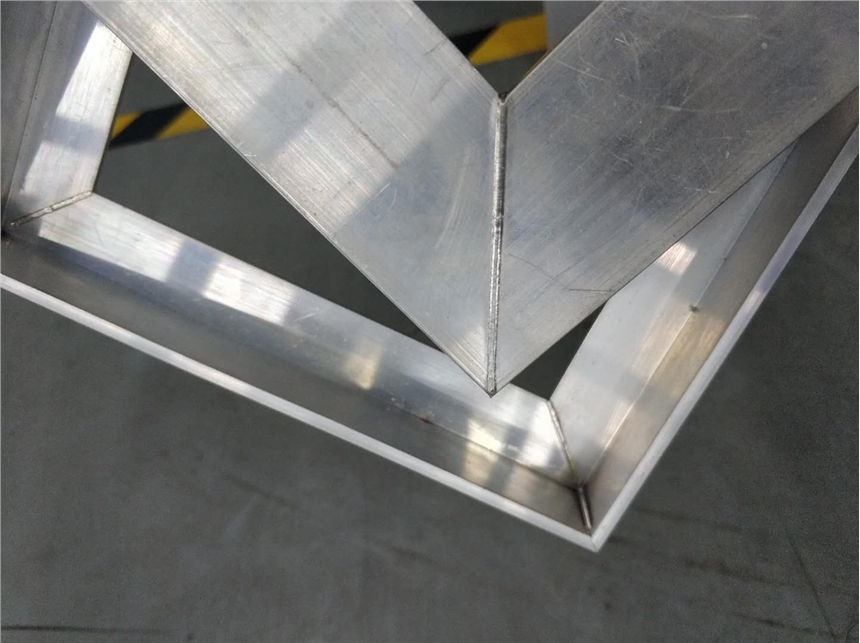
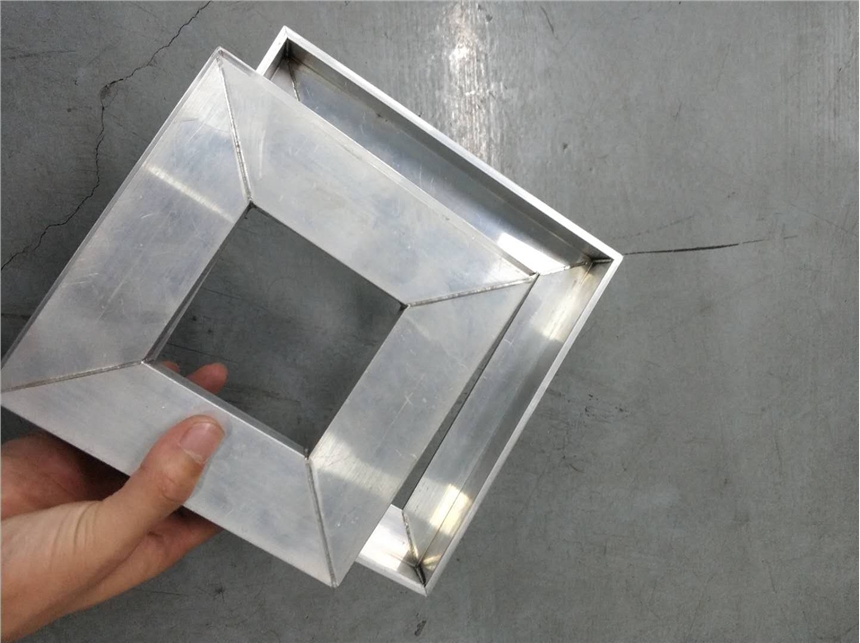
(1)采用光纤激光器连续缝焊铝合金IT构件产品可以避免脉冲激光点焊时常出现的焊接裂纹、气孔等缺陷,大大提高了焊接强度及其稳定性。
(2)通过优化光纤激光器的焊接参数、焊缝条数、焊缝长度以及分布位置,可以减小焊接变形,提高生产效率。
(3)光纤激光器焊接铝合金IT构件时,焊缝平滑美观,不易产生飞溅、烟尘等,不需要进行二次清理,减少了生产工序。
(4)光纤激光器的分段缝焊工艺在焊接强度、整体外观、生产效率等方面均优于脉冲激光器的点焊工艺,并且在变形量与脉冲激光器相当,完全可以取代普通的脉冲激光器在铝合金IT构件产品上的应用,具有较高的应用价值。
设备参数:
设备型号 ZXL-CF1000W
激光输出功率 1000W
激光波长 1080nm
激光能量 0.1-300J(连续可调)
单脉冲宽度 0.1ms-15ms
焊接深度: 0.1-2.5mm
脉冲频率 1000-10000HZ
整机功率 4KW
电源输入 220V/380V
冷却方式 水冷/外循环水
主机尺寸 1450 X 680 X 1100mm
光纤型号 三菱SI200/SI300/SI400/SI600(可选配)

免费工艺服务:我们为客户提供免费工艺服务,包括样品测试。具体请您与总部联系。
免费制作方案:我们将根据工艺结果,免费为客户提供整套针对性的焊接方案。
售后服务:国内免费送货、安装及调试,提供免费设备操作培训一年免费设备维护,全国联保,终身提供维护服务免费年检和工程师上门检查服务,客户响应时间在24小时之内.
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《广东畅销LED边框激光焊接设备厂家直供价格》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
