 首页
首页
0/100
石家庄脚手架焊管机值得信赖效率稳定
来自:河南豫工机械有限公司
1000人民币
发布时间:2019-1-9
关注次数:147
产品参数
商品详情
石家庄脚手架焊管机值得信赖效率稳定廊坊市脚手架焊管机操作简单技术过硬
1.基坑支护工程施工前应编制专项施工方案,经施工总承包单位、监理单位(建设单位)审核批准后方可实施。对于超过一定规模的危险性较大的基坑支护工程,应按有关规定对专项施工方案进行专家论证;施工单位应按专家论证意见修改完善,并经施工单位技术负责人和总监理工程师批准后方可实施。 2.基坑支护工程专项施工方案应根据基坑支护设计文件及周围环境,并结合施工单位的施工能力及工程总体施工部署等有针对性地编制。其主要内容应包括:工程概况、编制依据、工程地质情况、周围地上及地下环境情况、基坑支护设计概况、工程难点和重点、施工组织体系、施工部署及施工顺序、各项资源配置、施工技术措施、安全生产技术措施、基坑及周围环境监测措施、危险源辨识及应急预案、验收标准、相应的附表及附图等。

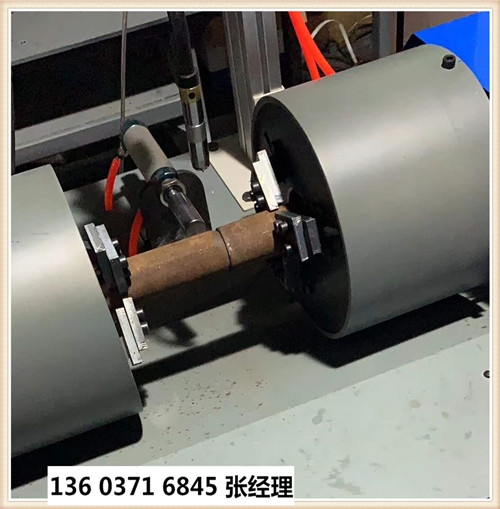
机器特点:气动自动夹具 焊枪自动摇摆 每分钟焊接一根钢管。
钢管焊管机是我公司生产的一款自动化点焊对焊弧焊设备,配套设备为二宝焊机,主要适用于建筑脚手架对焊对接,普通钢管碰碰焊机,管材焊接设备。iderzhangerfeng
运用对焊机应当:1.对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并列装置时,其互相间距不得小于3mm并应分离差别相位的电网上,且分离设备断路器2.焊接前,应检查并确认;对焊机的压力机构应灵巧,夹具应稳固,气压、液压系统不得有泄露3.焊接前,应依据所焊接钢管的截面调剂二次电压,不得焊接超越对焊机划定直径的钢管,4.断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度不得超越40°,排水量应依据温度调理。5焊接较长钢管时,应设置托架。6.闪光区应设挡板,与焊接无关的职员不得入内。7冬期施焊时,温度不应低于8,工作后,应放机内冷却水。
设备外形尺寸:1700*700*700mm
设备整体重量:280kg
使用电压:380v/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管方式:全自动焊接
控制方式:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:315A-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 极MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊等离子焊等焊接电源组成一套环缝自动焊接系统。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。

性能特点
床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形;
回转机头采用直流电机或交流变频电机驱动,速度稳定可靠;
主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
尾座可采用气动或手动顶紧方式,端部可根据工件形式的不同选用不同的焊装夹具或活动顶尖;
尾座可在床身导轨上滑动,可调整机头尾座的距离以适应不同长度的工件;
焊枪机构可根据工件焊接位置的不同,沿导轨方向移动到相应位置;
焊枪手动三维调节机构和旋转机构可满足焊枪精确对准焊接位置时的微动调整需要;
焊枪气动升降机构和尾座气动顶紧机构可满足自动焊接和自动装夹的要求,提高生产效率;
根据工件焊接的要求,可选配气动升降托架,焊缝跟踪装置、焊接摆动器;
采用PLC可编程控制器作为主控单元,工业用触摸屏操作界面,自动化程度高,焊接质量稳定可靠;
可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接。

为了调查贵阳喀斯特地区干燥花植物资源种类和利用特点,探索特定压花花材最佳干燥工艺。本研究通过实地调查法,分春、夏、秋、冬4个季节采集贵阳喀斯特地区干燥花植物标本、图像资料并进行种类鉴定,针对不同颜色、材质的压花花材进行各种干燥技术、保色技术、漂白和染色技术研究,筛选特定压花花材的最佳干燥、
8.金矿储量的分类
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《石家庄脚手架焊管机值得信赖效率稳定》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
