 首页
首页
0/100
辽宁钢筋8字筋压力机供应
来自:新乡市豫龙工程机械有限公司
面议
发布时间:2020-2-20
关注次数:379
产品参数
商品详情
辽宁钢筋8字筋压力机供应

生产现场
八字筋设备施工成品检查验收:
(1)钢格栅焊缝检查,应逐一焊点检查。
(2)按规范要求制作试件,实验检查。
(3)榀完成后必须进行试拼检查净空尺寸。
(4)批量生产随机抽样检查成榀的净空尺寸及连接板的位置。
钢筋格栅蝴蝶筋成型机,其特征在于:由水平平台和垂直平台组成;水平平台由操作平台、安装在操作平台上相对放置的两块心形夹块和液压组成,待加工的矩形钢筋套装在两块心形夹块上,液压由固定阿紫操作平台上的两台千斤顶、油泵和电机组成,千斤顶、油泵和电机依次连接组成,千斤顶的前端连接方形顶块,两台千斤顶对称安装在矩形钢筋两侧;垂直加压平台由成型模具与液压两部分组成,成型模具由上、下模具组成,下模具上有凹槽,上模板有与下模板上的凹糟形状相吻合的凸起部分;液压由千斤顶、油泵和电机一次连接组成,千斤顶的前端连接方形顶块,该顶块顶在上模板上。

钢筋榀架主筋和“8”字加强筋之间,主筋与连接角钢之间均采用J502焊条,双面施焊。“8”字筋布置要均匀,两个“8”字筋间距不得大于100mm,每个间距误差要小于5mm。严格按设计图纸尺寸加工竖井钢格栅、网片。
8字节格栅拱架对加工和焊接提出很高的要求,特别是零件的加工,要求整体一次性加工成型,不允许截断或拼接。
在新的互联网时代中,成功的企业是那些以消费者需求为出发点,以消费者这些需求偏好为中心进行思维、认识到消费者的关键需求并以新的产品研发来这种需求的企业。
本Ⅴ级围岩(含Ⅳ停车带)采用热轧普通HW型钢钢架支护,Ⅳ级围岩采用格栅钢架支护。Ⅴ偏土 型、Ⅴ浅土型衬砌采用HW175型钢,纵向间距60cm;Ⅴ型衬砌采用HW150型钢,纵向间距?70cm;Ⅳ型衬砌采用12×12钢筋格栅钢架,格栅钢架由Φ22?主筋、φ10?蹬筋和φ8?箍筋焊接而成,纵向间距120cm。
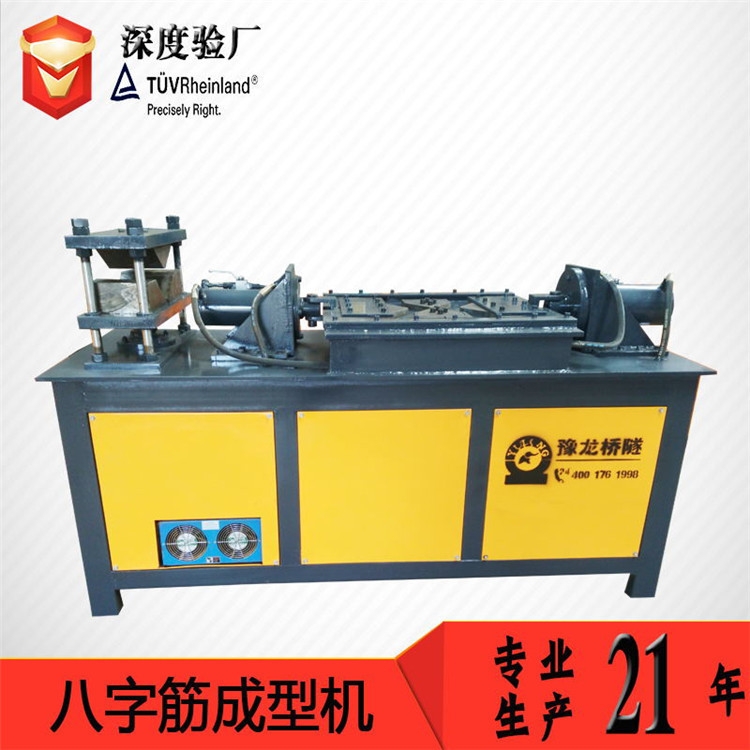
八字结成型机特点
1、新改进型缓推式压花,减小对钢材的损伤。
2、操作控制采用直流调速与变频调速控制。了电动机的效率,了电动机的噪声,使您工作更环保,使用方便,度高。
3、机身结构合理紧凑,各个细节部位都做了充分地改进和加固。让您使用更放心。整机面积小,挪动方便。
4.每天可生产在700-800个八字筋,并且可根据需要调节控制。

8字筋图纸
格栅拱架八字筋弯曲机主要功能:高铁花拱架、、8字筋、压花成型一体。
格栅焊接
(1) 先将弯制成型的箍筋段位置及数量摆在模具中间,核定好数量。
(2) 将四个主筋一根一根地穿过夹持在模具卡槽上,并箍筋间 距,符合设计要求。
(3) 主筋、箍筋的完成后,进行点焊将箍筋与主筋焊平。但不允许焊的太深,主筋。
(4) 箍筋焊完成后,接焊附加筋及加强筋,必须保证焊缝的长度和高度。
(5) 后焊接连接板(角钢L160×100×10)、焊前角钢按设计尺寸钻孔。连接板的焊接必须保证孔位与主筋的距离、及两个板孔的模距必须一致。
八字筋钢格栅的焊接
1、先将经过八字筋成型机弯制成型的箍筋段位置及数量摆在模具中间,核定好数量。
2、将四个主筋一根一根地穿过夹持在模具卡槽上,并箍筋间距,符合设计要求。
3、主筋、箍筋的完成后,进行点焊将箍筋与主筋焊平。但不允许焊的太深,主筋。
4、箍筋焊完成后,接焊附加筋及加强筋,必须保证焊缝的长度和高度。
将焊接好的各单元在试拼区进行试拼,调运时注意安全,防止操作人员碰伤和单元弯扭。试拼时,格栅钢架周边轮廓拼装偏差不大于±30mm;各单元间螺栓孔眼中心间距公差不超过±0.5mm;格栅钢架平放时平面翘曲小于±20mm。拱架圆顺,直墙架直顺。
对分布式光伏发电项目,重庆则持有序引导的态度,即各区县结合辖区内太阳能资源,因地制宜利用具备条件的园区厂房、大型商业体、公共设施、新农村建设等建筑屋顶资源,接入条件,合理安排建设时序,引导分布式光伏发电项目有序发展。


展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《辽宁钢筋8字筋压力机供应》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
