 首页
首页
0/100

多股线焊接镀镍铜片,不需添加焊料的焊接机,逆变直流点焊机
来自:广州市精源电子设备有限公司
面议
发布时间:2019-4-24
关注次数:355
产品参数
商品详情
我公司广州市精源电子设备有限公司,专业从事焊接设备的研发、生产及销售。公司成立于2006年,坐落在广州市高新技术产业园,由留学回国的电阻焊专家、华南理工大学曹教授一手创办,公司由多位教授、博士组成的研发团队提供技术支持,拥有多项技术专利,取得国家高新技术企业认证,并拥有多项高新技术产品。公司积极响应国家政策,发扬工匠精神,以技术为本,脚踏实地做好的产品。
我公司产品主要包含:电阻焊机电源、逆变直流精密点焊机、脉冲热压焊机、缝焊机、微弧焊机等焊接设备,广泛应用于电子行业、照明行业、汽车电池行业、机械五金行业等;公司的主打产品:点焊机电源致力于为广大自动化厂商做配套服务。
电阻焊工艺简介:
焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法称为电阻焊。电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是重要的焊接工艺之一。
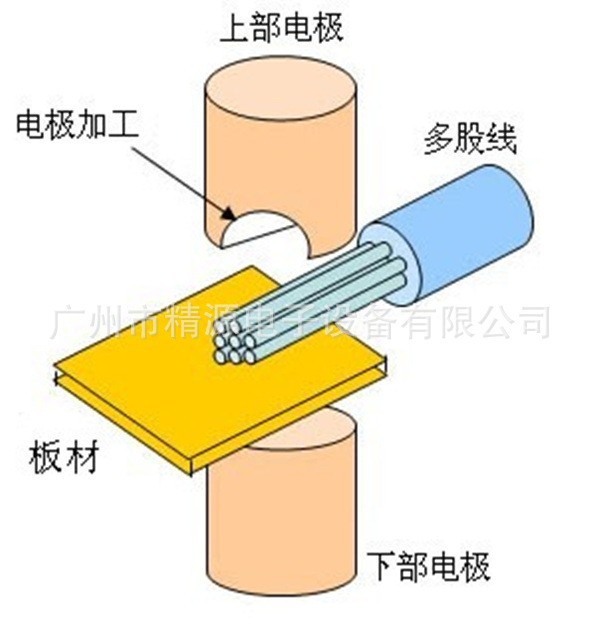
电阻焊工艺原理示意图
配置逆变直流点焊机,电极开凹槽,包裹多股线,焊接出来焊点饱满,不飞线,无飞溅。是焊接多股电子线的不二选择设备。
目前市场上的电阻点焊机大概可以分三种类型:储能点焊机、工频交流点焊机、逆变直流点焊机。
储能点焊机和交流点焊机属于传统点焊机,近几年经过技术的不断更新创新,逆变直流点焊机渐渐取代了传统点焊机的位置,在设备稳定性和控制精准度方面,逆变直流点焊机的性能要大大领先。我公司的电阻点焊机属于逆变直流点焊机。
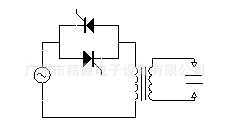
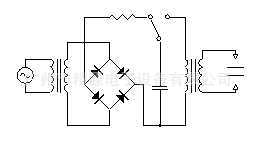
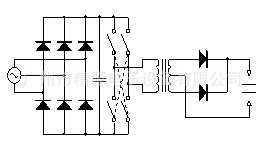
(1)交流焊机主电图 (2)储能焊机主电图 (3)逆变直流焊机主电图
工频交流电源:电流脉动,半波之间存在冷却间隔,时间调节分辨率20ms(最小10ms),反馈速度慢(10ms)。
电容贮能电源:脉冲电流放电,时间不可调,焊接过程中不能反馈补偿。
逆变直流电源:电流呈脉动直流,电流平稳,时间调节分辨率提高,反馈速度快。我公司的点焊机配置的焊接电源均为逆变直流式焊接电源。
逆变直流点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ或8KHZ,通电时间控制周期为0.125ms或0.25ms,焊接时间可任意控制;
2、可采取恒电压、恒功率、恒电流、定脉宽模式控制;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。电极寿命能有效延长。
点焊机设备图片:

焊接电源参数:
|
型号 |
输入电压(V) |
额定功率(kVA) |
最大输出电流(DCA) |
控制模式 |
负载持续率(%) |
逆变频率(kHz) |
|
JYD-10L |
380V |
25 |
10000 |
恒电流/恒功率/恒电压/定脉宽 |
10 |
1 |
|
焊接循环时段 |
焊接脉冲数 |
电流缓升缓降控制 |
存储焊接规范数 |
外形尺寸(mm)(L*B*H) |
重量(kg) |
|
|
11 |
3 |
有 |
20组 |
460*222*345 |
50 |
样品焊接实例解析:


工件为多股电子线束焊接在镀锌铜片端子上,左边图的电子线有压一个铜套管再焊接,右边图的电子线是直接和端子焊接的。给电子线套铜套管是因为客户担心多股线会散开影响焊接质量,其实这种担心是因为客户对焊接工艺了解不够全面,我公司现有的设备可以直接把多股线焊接到金属片上,焊点牢固,熔核好,不散线。
工件样品免费焊接 :
广州精源电子设备有限公司在工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具(还可根据产品设计夹具),无论贵司有任何产品存在焊接难点问题,都诚恳的欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师30年的“电阻焊研究”和对焊接工艺的深度理解,完全有可能助你找到最佳的焊接解决方案。
质量保证和售后服务:我们因为专注,所以专业

1、优秀售后服务,公司总部在广州,在深圳,苏州都设有售后,对全国各地客户反馈问题可作出及时快捷的反应。
2、所有产品全检测试合格后发货;我方负责把产品安全地运抵目的地。
3、对设备维护及管理免费提供必要的产品方面技术培训,培训内容包括:设备调试;设备使用中的注意事项;设备使用维护的基本要求。
4、所有出厂设备自交付日期起免费保修壹拾贰个月(人为损坏及不正当使用损坏收取材料成本费)。终身维护。
设备价格
网络上显示价格只供参考,实际价格根据焊接工件结构,金属材质,焊接工件线径大小、材质厚薄等选择合适的焊接电源、焊接机头以及相应工装治具,确定设备价格。在打样后的书面焊接方案中会详细向客户说明价格成本构成。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《多股线焊接镀镍铜片,不需添加焊料的焊接机,逆变直流点焊机》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
