 首页
首页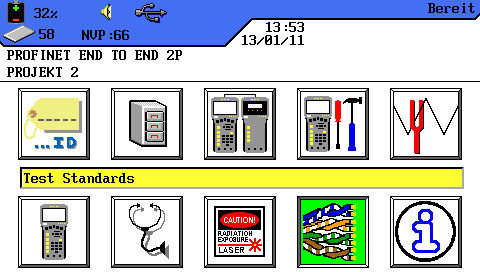


0/100

西门子船用以太网通讯电缆
来自:上海启水自动化科技有限公司
面议
发布时间:2017-11-22
关注次数:178
产品参数
商品详情
西门子船用以太网通讯电缆 优势价格、现货销售
西门子IE FC TP电缆2x2,以太网通讯电缆,4芯FastConnect安装电缆。采用安装迅速的特殊设计,可实现结构化Fast Ethernet布线。性能超越ISO/IEC 11801和EN50173国际电缆5 类布线标准(Cat5e)。双层屏蔽,抗干扰性能好,依据不同的用途、提供有不同的型号(例如:例如,拖曳、食品、船舶、铁路)。
西门子工业自动化控制器、可编程控制器,西门子工业以太网电缆、以太网交换机、以太网通讯模块、安装组件等,产品选型、报价、销售,敬请致电上海启水自动化科技有限公司:
联系人 :卜社帮( 销售经理 )24小时服务热线 :18202105796
电话( Tel ): 021-60641323 传真(Fax):021-57872917
工作QQ: 2880583563
地址( Add ):上海市松江区思贤路2399弄185号

西门子船用以太网通讯电缆
西门子IE FC TP电缆2x2 销售订货号:
6XV1840-2AH10
6XV1840-2AN20
6XV1840-2AN50
6XV1840-2AT10
6XV1840-2AT20
6XV1840-2AT50
6XV1840-2AU10
6XV1840-3AH10
6XV1840-4AH10
6XV1841-2A
6XV1841-2B
6XV1870-2B
6XV1870-2D
6XV1870-2F
6XV1870-2J
6XV1871-2F
6XV1871-2G
6XV1871-2L
6XV1871-2S
6XV1871-2T
6XV1881-2A
6XV1840-2AH1O
6XV1840-3AH1O
6XV1840-4AH1O

西门子船用以太网通讯电缆
西门子IE FC TP电缆2x2 产品简介:
产品应用:
为不同的应用类型提供有不同类型的电缆,以配置工业以太网(4 芯)。
一般来说,应使用所列出的工业以太网FC IE FC 电缆 2 x 2。
注意:有关网络拓扑的其它技术数据,请参阅双绞线和光纤网络手册以及工业以太网/PROFINET 系统手册。
UL认证:通过相应UL认证的不同型号的电缆,可安装在电缆束和电缆架中,符合NEC/ETL标准Article 800/725。并标识有“GP(通用)”字样。
IE FC M12 Plug PRO 4x2 (X-coded)
工业以太网 FC M12 Plug PRO 4x2 (X-coded) 插头用于连接SCALANCE W 的M12千兆接口。
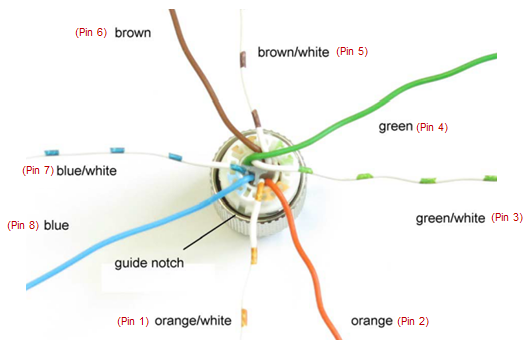
8个集成的夹紧-穿刺接线柱使8芯双绞FC 电缆(AWG24)的安装简单而可靠。 清晰的连接区和不同颜色标识的夹子使不同的导线接入到夹紧-穿刺接线柱变得很方便。
电缆类型:
IE FC TP标准电缆GP 2 x 2:专门为快速装配而设计、带有刚性芯线的标准总线电缆,4根硬线绞合成的4线绞合电缆。
IE FC TP 耐用型标准电缆GP 2x2:标准的实芯总线电缆,专门针对快速安装而设计,4个实芯线,连接在4路星形分配器上,带坚固耐用的TPE外护套(热塑弹性材质制成)。
IE FC TP 软电缆GP 2 x 2:用于临时运动特殊应用的软总线电缆,4根绞线合成的4芯绞合电缆。
IE FC TP 耐用型软电缆 GP 2x2:软质总线电缆,专门针对临时性运行控制应用而设计,4个实芯线,连接在4路星形分配器上,带坚固耐用的TPE外护套(热塑弹性材质制成)。
IE FC TP FRNC电缆 GP 2 x 2:在建筑物内使用柔性、无卤素电缆(FRNC= 阻燃无腐蚀性);四条导线(柔性导线)被绞合成星绞四线组以便于偶然移动
IE FC TP 拖缆GP / IE FC TP拖缆 2 x 2:专用于在轨道链中受力运动导引的极软总线电缆,例如在连续运动的机器部件中;4 根绞合线组成的 4 芯绞合电缆。
IE FC 吊缆 GP 2 x 2:在电缆拖曳/吊挂连续移动中使用的专用柔性电缆,例如,在起重机系统中使用;四个线芯(标准)绞合为四线组。
IE TP 抗扭电缆 2x2:用于连续运动控制系统的极软总线电缆,例如用于机械手,绞合导线。
IE FC TP 食品级电缆 2 x 2:食品与饮料工业中使用的专用柔性电缆,四个线芯绞合为四线组。
IE FC TP 食品级坚固电缆 2 x 2:食品与饮料领域中使用的专用拖曳电缆 (IP69);四个线芯,绞合为四线组。
IE FC TP 船用电缆 2 x 2:船用总线电缆;4根绞合线组成的4芯绞合电缆,无卤素,船级社认证。
IE TP 接地电缆 2x2:用于在土中固定布线的总线电缆,四根硬线绞合组成的 4 芯绞合电缆,附加外部 PE 护套(内部 FC 电缆设计)。
IE TP 铁路电缆 2x2:用于铁路等特殊应用的总线电缆,四根线(镀锡绞线)绞合组成的 4 芯绞合电缆,经认证用于铁路应用。
使用LANTEK 和 LANTEK II测量时需要以下附件:
- LANTEK CAT6 或 CAT6A 通用适配器
根据被测系统需要以下额外的附件。
| 系统 | 附件 | 订货号 |
| RJ45 系统 | IDEAL Test Set | 1019-00-1116 |
| M12 系统 |
IE Connecting Cable M12-180/IE FC RJ45 Plug-145 (2m, 举例) |
6XV1871-5TH20 |
| IE Connecting Cable M12-180/M12-180 (2m, 举例) | 6XV1870-8AH20 | |
|
IE FC TP Standard Cable GP 4x2 (2m, 举例) 和 IE FC RJ45 Plug 4x2 |
6XV1870-2E 6GK1901-1BB11-2AA0 |
表 01
电缆测试前在LANTEK 和 LANTEK II上做如下设置。
- 保存测试细节的设置
- 为测量分配名称
- 创建一个项目
- 执行一个空的测量
保存测试细节的设置
在LANTEK 和 LANTEK II上做如下设置以保存每次测量的细节。
| No. | 步骤 |
| 1 |
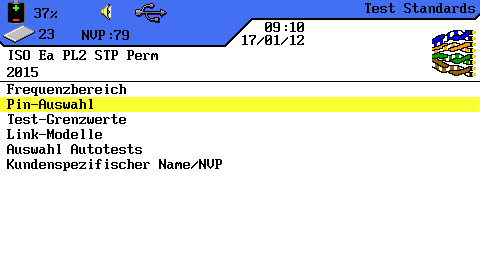
在主菜单中选择'Test Standards' 选项。
|
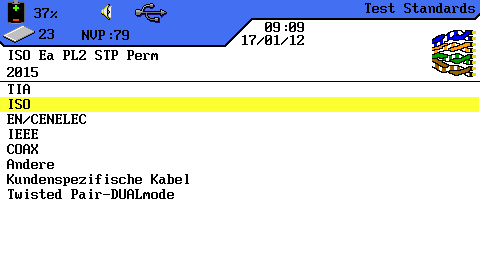
| 2 |
选择'ISO'菜单
|
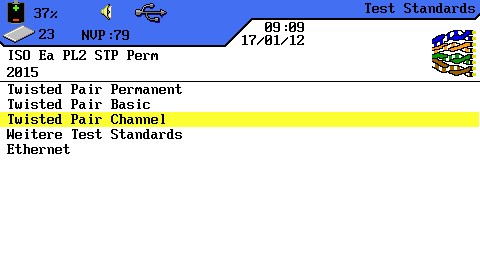
| 3 |
选择'Twisted Pair Channel'菜单
|
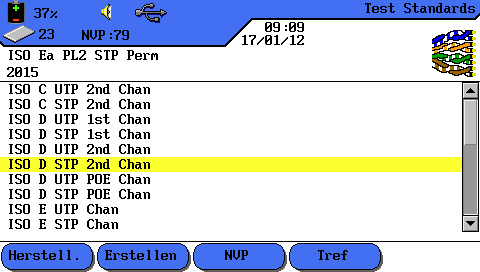
| 4 |
在'Twisted Pair Channel'菜单中选中'ISO D STP 2nd Chan' 选项,按创建。
|
| 5 |
选择'Pin selection'项。
|
| 6 |
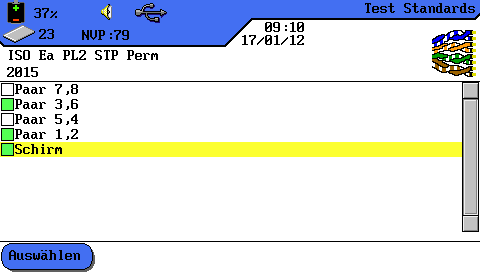
取消选定以下项,按:
|
| 7 |
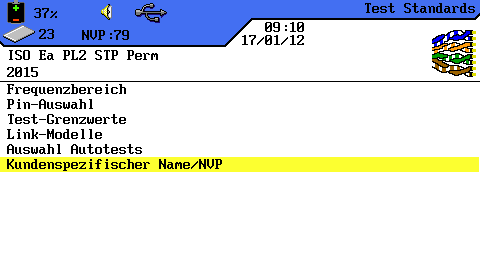
选择 'Customer-specific name/NVP'菜单,按。
|
| 8 |
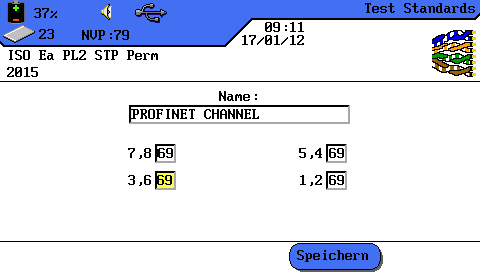
在'Customer-specific name/NVP'菜单中输入名称,比如说'PROFINET CHANNEL'。
可以为SIEMENS SIMATIC NET电缆类型设置NVP值。 按保存设置。
|
表 02
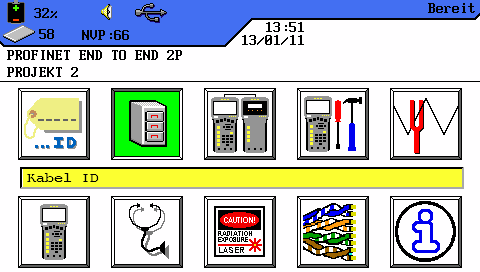
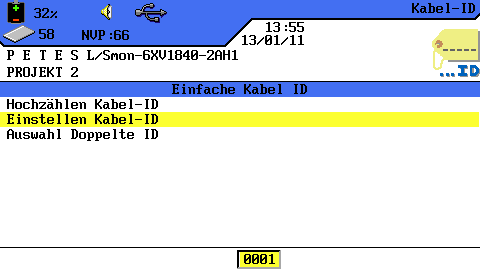
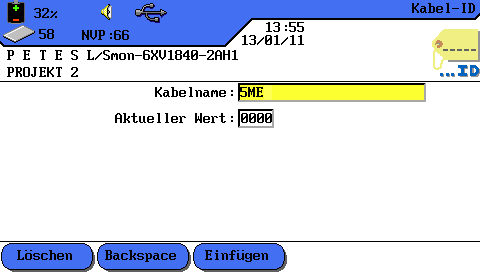
为测量分配名称
按照以下描述的步骤为测量分配名称。
| No. | 步骤 |
| 1 |
在主菜单中选择'Cable ID'选项。
|
| 2 |
选择'Select Cable ID'菜单。
|
| 3 |
在'Select Cable ID'菜单中输入电缆名称和电流值。按确认设置。
|
表 03
创建项目
此外还有创建项目或任务的选项。按以下步骤操作。
| No. | 步骤 |
| 1 | 在主菜单中选择'Stored Tests'选项。 |
| 2 | 按打开选项,选择 'New Job'项。 |
| 3 |
为任务输入名称,按 使设置生效。现在所有的测量都保存在该文件夹中。 |
| 4 | 可任意地为每个结尾的链接分配名称。为此要选择'Double Cable ID'选项。 |
| 5 |
可在'Settings > Autotest Preferences'菜单中选择以下设置:
|
表 04
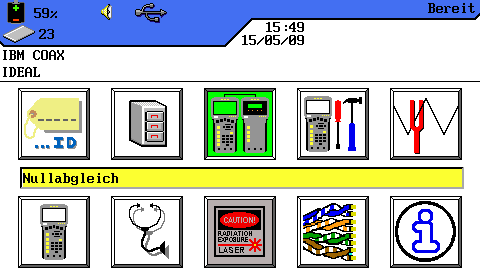
现场校准
运行现场校准,如果:
- 近7天中没有现场校准。用户会收到消息,通知需要现场校准。
- 更换了测试适配器。
- 更换了插塞式电缆。
要在RJ45系统中执行现场校准,遵循IDEAL Set 1019-00-1116操作说明。操作说明包含在该集中。
在M12系统中执行现场校准按以下描述的步骤操作。
使用一条RJ45插塞式电缆,执行以下步骤。
| No. | 步骤 |
| 1 |
用箭头键导航到'Field Calibration' 显示画面,按打开任务单。
注意 |
| 2 |
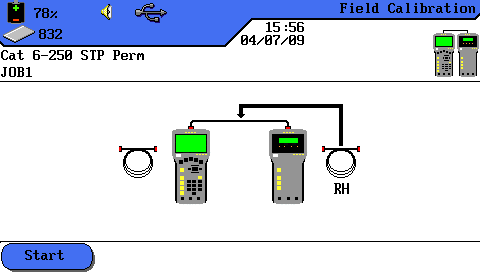
如图用显示屏上的RJ45插塞式电缆连接显示手持装置(DH)和远程手持装置(RH),
按软键开始现场校准。
|
| 3 |
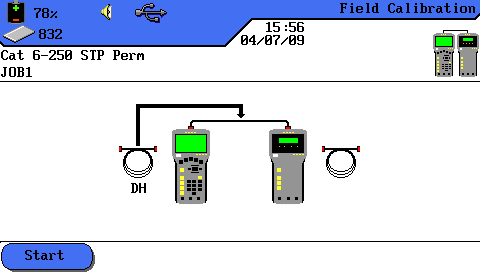
RJ45插塞式电缆插入后,再次按软键。
|
| 4 | 现在断开显示手持装置(DH)和的连接。 |
表 05
用RJ45/M12插塞式电缆执行以下步骤。
| No. | 步骤 |
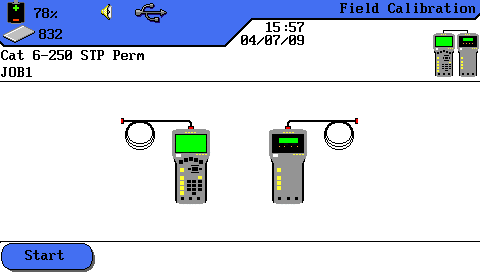
| 1 | 连接一个RJ45/M12插塞式电缆到显示手持装置(DH)。 |
| 2 |
在显示手持装置(DH)上按软键开始现场校准的后一步。
|
| 3 | 连接第二条适用于远程手持装置(RH)的RJ45/M12插塞式电缆到远程手持装置(RH)。 |
| 4 | 在远程手持装置(RH)上按 开始现场校准的后一步。 |
| 5 |
按 确认设置。
|
西门子向科莱恩大亚湾用户提供了包括中压、低压的电气解决方案、分布式控制系统(DCS)、安全仪表系统(SIS)、批量生产管理系统(Simatic BATCH)解决方案以及过程分析的解决方案。
一、电气系统
电力是工厂的动力之源,可靠的电气系统是工厂运行的基础。稳定、高效的配电系统源源不断地为工厂提供着动力。
西门子为科莱恩大亚湾项目提供从变压器到中压开关柜、低压配电系统的所有电气产品。并为客户提供从方案设计、报批、调试、施工管理的全线服务。完善的SCADA监控系统实时监控着整个工厂的用电情况,并向管理人员提供多种统计数据。
二、PROFIBUS总线型过程控制系统
科莱恩大亚湾工厂采用以PROFIBUS为核心技术的总线型控制系统。由于现场总线可以在一根电缆上连接多达24个现场仪表设备,所以布线的复杂性、安装时间和工作量明显降低。简化了工厂的硬件施工,降低了投资成本、缩短了施工周期。
西门子一直致力于提高工厂的预防性维护能力。具有自我诊断功能的现场仪表通过PROFIBUS现场总线技术可以给技术人员提供更多的设备状态信息。技术人员可以通过资产管理站,查看现场仪表的工作状态,及早发现设备上存在的隐患,做到预防性维护以减少非计划停车。
三、SIS安全仪表系统
科莱恩大亚湾工厂的主要生产原料是环氧乙烷,反应过程主要是环氧乙烷的氧化反应。环氧乙烷的活性很强,易燃易爆,其储存与反应过程具有很大的危险性。采用西门子SIS安全仪表系统,在提供安全可靠性的同时也保证了系统的高可用性。
采用经过安全认证的产品与技术,在满足工厂安全需求的前提下,SIS与DCS过程控制系统共用一套控制器,这在保证生产安全性的同时,大大节省了投资成本。
四、批量生产管理系统
科莱恩大亚湾工厂可为客户提供的产品多达上百种,不同产品的生产过程存在较大差异,批量生产过程的间歇式特点使得操作人员工作量大大高于连续式生产工厂。西门子为客户提供的Simatic PCS 7 过程控制系统与Simatic BATCH批量生产管理系统的无缝结合,大大提高了工厂的自动化程度,提高了生产效率,降低了劳动强度,使得生产更具专业化。
五、生产过程在线分析系统
科莱恩公司对生产质量的在线可控提出了要求,并把绿色工厂理念传递给所有技术提供商。西门子凭借在分析仪表行业积累的丰富经验,为客户提供了氮气有机物含量、生产污水、环氧乙烷的在线监测解决方案。
1.氮气有机物含量在线分析仪
通过对电导率的测量,实现对氮气所含有机物的间接在线测量,这是一个非常巧妙的测量方案。
2. 化学需氧量(COD)在线分析仪
西门子为工厂提供了两套COD在线分析系统,一套用于生产过程污水监测,一套用于处理后的污水在线监测。
3. 环氧乙烷在线分析仪
西门子位于德国卡尔斯鲁厄的分析仪中心采用色谱分析技术,为科莱恩大亚湾工厂开发了环氧乙烷在线分析仪,可以在线监测原料的质量,从而对生产过程进行实时调整,这是国内第一台在线分析环氧乙烷组分的设备。

SIMATIC PCS 7
的高性能、高可靠性的过程控制解决方案,龙达新纤维素纤维厂显著受益:实现了最大过程安全性、产品质量的一致性以及显著降低的运营成本。
提到木浆制衣,人们可能会想到20 世纪60 年代末70 年代初流行一时的纸质服装。其实,利用木浆纤维素纤维制作的服装已有数年历史,称为“人造纤维”和“醋酸纤维”。粘胶化学纤维是另一种纤维素纤维。与棉质相同,粘胶织物比尼龙更柔软、更吸水,但与天然棉不同,粘胶纤维能保持颜色。除了服装外,粘胶纤维还有多种用途:外科消毒、伤口包扎、尿布毛巾等无纺布产品以及传送带和轮胎防滑链等技术应用。粘胶纤维还是生产碳纤维的主要原料。
采用基于
SIMATIC PCS 7
的高性能、高可靠性的过程控制解决方案,龙达新纤维素纤维厂显著受益:实现了最大过程安全性、产品质量的一致性以及显著降低的运营成本。由于市场广阔,对粘胶纤维的需要也稳步增长。但是纤维产品竞争激烈。而且大型化工加工厂的环境问题在纺织行业也同样存在,因此生产商必须实施战略性解决方案,以最具竞争力的成本,最安全、最环保地生产高质量纤维。龙达(江西)差别化化学纤维有限公司在江西九江建立新型纤维素纤维厂时就考虑到了这些问题。
复杂过程整合一处
龙达(江西)差别化化学纤维有限公司是中国最大的纤维素纤维制造厂之一,2008 年在长江边建成,可发运接收大批货物,新厂每年可生产 110,000 吨纤维素纤维。三条生产线中有两条已经运行,第三条目前处于调试阶段。
该厂复杂的生产流程由 SIMATIC PCS 7 分布式控制系统控制。该系统出色的纤维素纤维行业追溯记录以及西门子自动化产品的性能给龙达留下了深刻印象。龙达(江西)差别化化学纤维有限公司副总经理蓝庆明说:“我们采用西门子产品已有多年历史,西门子产品非常可靠。西门子拥有尖端的自动化技术和产品”。他解释道:“黄化生产工艺包括 13 个工序,各个工序均由 SIMATIC PCS 7 系统自动控制”,“程序开始时,纸浆碱化,然后添加二硫化碳生成蜜麦芽。这一步骤需要精确监控,因为二硫化碳在一定温度下极易爆炸,影响到以后阶段纺成纤维的质量”。该化学物质对人体健康和环境有害,因此精确控制是最大程度实现过程安全的关键。此外该工艺需要高效电机和驱动系统,来确保顺利进行过滤、加热、纺纱、通风/冷却和提纯。
蓝经理补充说:“粘胶纤维是一种昂贵的天然产品,因此在加工过程中需要极为小心”。粘胶纤维必须处于最佳成熟状态 — 粘胶纤维成熟迅速 — 因此每批产品品质相当。自动化系统和电气设备必须绝对可靠避免高额服务成本和大量加工损耗。我们采用西门子经过验证的成熟产品通过标准化,将成本和风险降到最低。SIMATIC PCS 7、电机控制中心以及定位器等,可保证加工稳定。
自动化及监控功能出色
生产工艺的每一工序均是自动化控制。一个工序结束后,下一工序自动开始。高度的自动化水平实现了显著节约。没有自动化系统,该等规模的工厂至少需要 3000 名员工,但采用 SIMATIC PCS 7 解决方案后,工厂运行只需600 人。蓝经理介绍说:“以前,需要在生产线中进行监控,监控人员需要每小时到现场记录一次数据”。
而采用 SIMATIC PCS 7 控制系统,可同时记录 8000 多个控制点,并发送到控制室。“如果温度超出范围,会在控制中心显示”,他说,“这样,我们就可以排查问题,并立即处理”。
龙达产品其市场需求量巨大 — 每天龙达要从长江码头运出 300 吨产品。可靠的生产是必要前提,而 SIMATIC PCS 7 过程控制系统使其成为现实。
玻璃工业属原材料工业,受国家宏观经济影响较大。目前,我国快速发展的建筑、汽车、太阳能行业对优质钢化玻璃的需求量越来越大,促进了我国玻璃深加工产业的迅速发展。我国玻璃行业的供求格局和消费结构逐步由普通玻璃向优质钢化玻璃过渡;由原片消费向附加值高的深加工产品过渡。按照“十一五”规划目标,优质玻璃的比例将从目前20%左右增至40%,玻璃深加工率将从25%增至40%以上。
面对行业需求变化,洛阳兰迪玻璃机器有限公司作为国内领先的钢化玻璃设备供应商,始终坚持开发技术先进的高品质钢化玻璃机组,经过近十年的研发与创新,不但具有国内领先技术水平,而且满足了国际市场的需求。为玻璃加工企业及时调整和改善行业结构,在持续扩大产能的同时,大力提高优质产品的比例、开发新的高端产品,改善低端产品产能过剩,汽车、太阳能等领域高端产品仍需进口局面提供了有力的技术保证。近年来,兰迪公司先后开发了具有喷流式对流、3毫米钢化、组合式钢化等先进技术的玻璃钢化机组,为兰迪在钢化玻璃领域引领行业先进技术奠定了坚实的基础。目前,兰迪产品可以满足建筑、家具、家电、汽车、太阳能产业对于平弯玻璃钢化设备的需求,产品已达数百种规格。
兰迪公司的产品不仅在国内具有较高的知名度、占据较大的市场份额,而且远销欧盟、美国、加拿大、俄罗斯、新加坡等数十个国家和地区。目前,兰迪的钢化设备已经占据了全球高端市场26%的份额,为国内外客户带来了相当可观的经济效益。这得益于其采用了稳定、可靠、极具性价比的西门子S7-300 PLC+MP 270的主控制系统。此外,依托西门子通讯模块的以太网技术、远程诊断功能的应用更是开业内之先河,成为新一代玻璃钢化机组控制系统的典范。
玻璃钢化是利用物理或化学方法,在玻璃表面形成压应力层、内部形成拉应力层;当玻璃受到外力作用时,压应力层可将部分拉应力抵消,避免玻璃破碎,从而达到提高玻璃强度的目的。不仅如此,玻璃表面的微裂纹在这种压应力下变得更加细微,也在一定程度上提高了玻璃的强度。
目前普遍采用的物理钢化法是将玻璃加热到软化点附近(650℃左右),这时玻璃仍能保持原来的形状,但玻璃中粒子已有一定的迁移能力,进行结构调整,以使内部存在的应力很快消除,然后将玻璃进行吹风骤冷,当温度平衡后,玻璃表面产生了压应力,内层产生了张应力,即玻璃产生了一种均匀而有规律分布的内应力,提高了玻璃作为脆性材料的抗张强度,从而使玻璃抗弯曲和抗冲击强度得到提高。同时,由于玻璃内部均匀应力的存在,一旦玻璃局部受到超过其强度能承受的冲击发生破裂时,在内部应力的作用下自爆为小颗粒,提高了其安全性。因此,钢化玻璃亦可称为预应力玻璃或安全玻璃。
玻璃在钢化的过程中,一般都会产生风斑和应力斑,风斑是在冷却过程中,由于受冷不均而导致玻璃应力不均而形成的,其在某种特殊角度下观察会看到玻璃表面呈明暗相间的条纹。应力斑也是因为应力不均造成的,比如在加热过程中,炉边部和中部存在温差而导致应力不均。应力斑目前还没有办法完全避免,但设计良好的钢化设备可以最大程度的减少应力斑的可见性。
玻璃钢化工艺一般采用优质玻璃为原料,以钢化炉为主要生产设备。整个生产线的长度20-30米不等,依次分布为放片台、加热段、风栅冷却段、取片台,各工段均有不同材质的辊子运送玻璃。辅助设备有鼓风机、风道、控制柜等。其生产过程分成上片、自动往复加热、往复急冷、往复吹风、取片五个工艺阶段。
开车前逐步使加热段呈矩阵分布的上下电炉升温至650℃,做好钢化准备。玻璃进入加热炉后,由陶瓷辊道支撑,在连续正、反向转换转动的陶瓷辊道带动下,往复运动,完成均匀加热。玻璃上表面吸收热量主要依靠顶部电热丝的热辐射、玻璃往复运动时造成的气体对流和自然对流传热。此时热辐射是最为首要的加热形式;玻璃中部温度的升高是靠玻璃表面向内的热传导以及吸收辐射热得以实现的;玻璃下表面除了下部辐射板热辐射、玻璃往复运动造成的气体对流和自然对流加热外,玻璃下表面与处于高温状态的陶瓷辊道直接接触,陶瓷辊道以热传导方式直接对玻璃下表面传递热量。运动中的陶瓷辊道不断接受来自下部辐射板辐射热以及下部空间的对流传热。由于热传导的作用,在相同温度条件下,下表面的升温速率大于上表面的升温速率,这在玻璃进炉初期非常明显。加热后期,启动冷却风机高速运行。加热完毕,打开后炉门,加热主传动和风栅主传动按出炉速度同步高速出炉,炽热的玻璃快速进入风栅急冷钢化。急冷之后,风机低速运行至冷却结束,然后减速停机,风栅转动和取片转动按取片速度同步出栅到达取片台。系统同时具有多种报警。紧急停车时有安全位置,运行时有安全连锁。 玻璃强制快速冷却,是形成玻璃最终均匀永久应力的关键。玻璃板被绕有仿纶绳的辊道支撑,往复运动,实现玻璃均匀、快速冷却。冷却风的总风压以及上下冷却速率的平衡,上下风栅气流压力的平衡也直接影响钢化玻璃的平整度。
西门子全面的过程自动化仪表系列提供具有广泛应用的最佳产品。无论您需要测量压力(压力变送器)、温度测量、流量测量(有质量流量计、超声波流量计和电磁流量计等测量工具)或者物位测量(有超声液位计和雷达液位计等测量工具)等,我们都能提供独特并且专业的过程自动化仪表产品,为您提供一站式解决方案。同时,面向过程控制领域客户,我们提供卓越智能阀门定位器产品,以及过程控制器和过程记录仪。
优势价格、现货销售:西门子船用以太网通讯电缆
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《西门子船用以太网通讯电缆》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
