 首页
首页
0/100
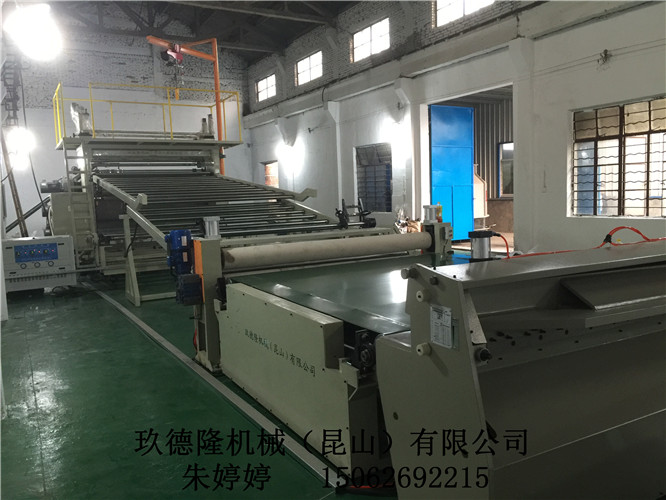
单螺杆片材生产线
来自:玖德隆机械(昆山)有限公司
666人民币
发布时间:2018-2-25
关注次数:714
产品参数
商品详情
单螺杆片材生产线
单螺杆片材生产线
操作规程
1、目的:确保实验人员更好的掌握单螺杆片材挤出机的操
作程序及安全注意事项
及时的对产品成品的检验控制提供有效服务。
2、范围:该仪器适用于PE、PP管道防腐料和胶黏剂的挤出涂层外观及性能检验,仪器型号:SJ-45型。
3、操作步骤:
3.1、开机前的检查工作:
3.1.1、查看设备使用与维护记录,确认设备上次使用是否正常。
3.1.2、确定实验的物料**影响设备正常运转的杂质,
了解物料的基本性能(熔指、软化点等)是否合适。
3.1.3、检查设备各元器件是否完好,电源、水源等与设备的运行要求是否一致。
3.2、开机操作程序:
3.2.1、预热升温:打开设备总电源,按工艺要求对螺杆和模头各加热区温控仪表进行参数设定。各段加热温度达到设定值后,继续恒温30-60分钟,同时进一步确认各段温控仪表是否正常。
3.2.2、预热完成正常开机时,首先按下启动按钮,慢调转速开关,观察电机是否正常运转。确认**误后加入试验料,再缓
慢提高转速至工艺要求的工作状态。
3.2.3、如高温天气或长时间使用设备的情况下需开启水
冷却系统。
3.2.4、挤出实验过程中,
可以通过调节模头出料口处上下的调节螺母来控制挤出
涂层的厚度(上方螺母起微调作用)。
3.2.5、挤出实验过程中如发生异常情况,应立即按下
急停开关,排除异常情况后再按操作程序开启设备继续试验。
3.3、关机操作程序:
3.3.1、
实验完成后,逐渐降低螺杆转速,尽量排净筒体内残存物料,
物料排完后将螺杆转速降到零,最后将模头余料清理干净。
3.3.2、关闭冷却水泵开关和阀门;关闭启动按钮;关闭各区加热开关;最后关闭设备控制柜上电源总闸。冬天低温环境,设备使用完后,需将设备中的冷却水放净,防止低温环境冻裂水冷却系统。
3.3.3、实验完成后,将设备和地面清理干净,处理好垃圾。
3.4、设备维护:
3.4.1、挤出机每运转1000小时检查螺杆和筒体的磨损情况,检查螺杆尾部密封环的磨损情况,必要时跟换备件。
3.4.2、设备每运转1000小时跟换一次齿轮箱润滑油,一年检查一次齿轮箱的齿轮和轴承及油封。
3.4.3、长期停车情况下,须做好设备防锈、防污措施。
3.5、注意事项:
3.5.1、物料内不允许有杂物,严禁金属、沙石等异物进
入料斗。
3.5.2、螺杆只允许在低速下启动,空转时间不超过1分钟,及时加料后才能逐渐提高螺杆转速,螺杆转速和电流不能超过参数50。
3.5.3、开启冷却水时,慢慢打开阀门,看温度是否在可控制围,
不可猛然全开。
3.5.4、
在检验涂层外观时,操作人员须带好防高温手套进行操作,防止高温烫伤。
玖德隆机械昆山有限公司http://zhutingting1.jdzj.com/
聚烯烃无卤造粒机 http://www.zhutingting123.cn.wsmaoyi.com/
低烟无卤电缆料造粒机 http://zhutingting12.sbzj.com/
充电桩线低烟无卤料造粒机 http://www.zhutingting123.cp6616.com/
玖德隆机械(昆山)有限公司 http://www.jdlztt.com/
塑料片材生产线有限公司 http://ting2215.qqzyw.com/双螺杆片材生产线有限公司 http://ztt2215.diqiuw.com/
单螺杆造粒机有限公司 http://ztt150.diqiuw.com/


展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《单螺杆片材生产线》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
