 首页
首页

0/100
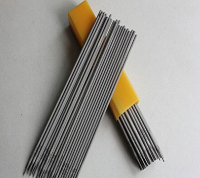
J507XG低氢钠型药皮管道立向下焊专用碳钢焊条
来自:南宫市锐迪焊接材料有限公司
面议
发布时间:2018-4-9
关注次数:621
产品参数
商品详情
|
J507XG |
符合GB/T 5117 E5015 |
||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|||||||||||||||||||||
|
|
|
||||||||||||||||||||
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《J507XG低氢钠型药皮管道立向下焊专用碳钢焊条》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
