 首页
首页
0/100
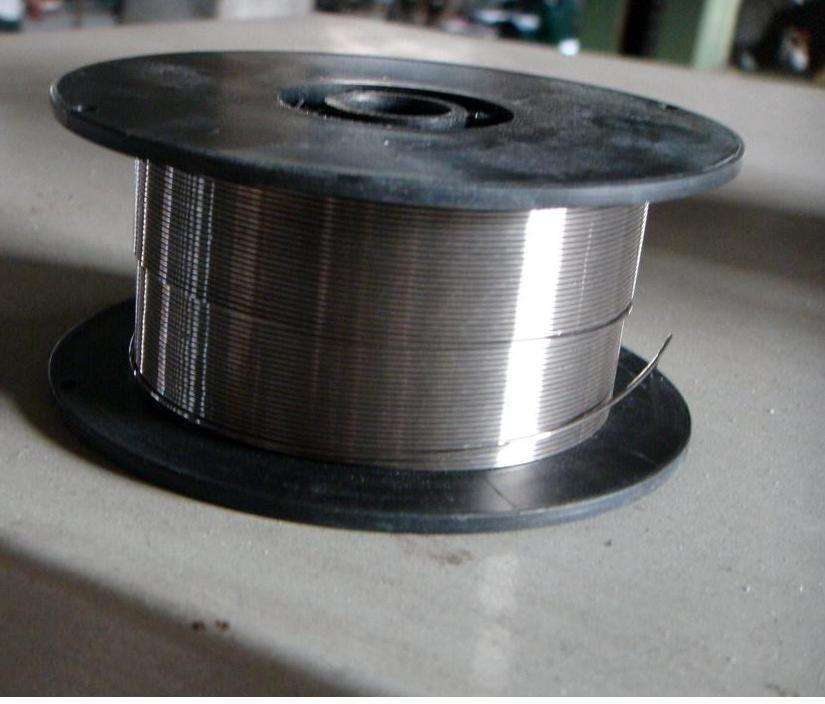
S331【5356】铝镁焊丝 5183【5183】铝镁焊丝
来自:南宫市锐迪焊接材料有限公司
面议
发布时间:2018-11-26
关注次数:192
产品参数
商品详情
| S331【5356】 | SAl5356 | ER5356 | 铝镁焊丝 |
| 5183【5183】 | SAl5183 | ER5183 | 铝镁焊丝 |
铝及铝合金焊丝广泛应用于铝合金氩弧焊及气焊作填充材料。 焊丝 的选择要根据母材的种类, 对接头抗裂性能、 力学性能及耐蚀性能等方 面的要求综合考虑。 一般情况下, 焊接铝及铝合金都采用与母材成分相 同或相近牌号的焊丝, 这样可以获得较好的耐蚀性, 但焊接热裂纹倾向 大的热处理强化铝合金时, 选择焊丝则主要从解决抗裂性入手, 这时焊 丝的成分就与母材差别很大。
铝及铝合金焊丝可用熔化极氩弧焊(MIG焊) 、 钨极氩弧焊(TIG 焊) 、 气焊及等离子弧焊等方法施焊。
氩弧焊是焊接铝及铝合金较完善的方法。 由于氩气的保护作用和氩 离子对氧化膜的阴极破碎作用, 氩弧焊可以不用焊剂, 这就避免了焊后 残渣对接头的腐蚀。 此外, 焊接时氩气流对焊接区的冲刷, 使接头显著 冷却, 从而改善了接头的组织和性能。 但是由于不用焊剂, 焊前清理要 求比其它方法严格。 氩弧焊可采用钨极或熔化极, 手工或自动(半自 动) 。 方法选择是根据工件结构大小或生产条件而决定。 薄板结构一般 用钨极手工氩弧焊, 而厚板就用熔化极氩弧焊。 钨极手工氩弧焊时, 一 般采用交流电源, 而熔化极氩弧焊时采用直流反接。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《S331【5356】铝镁焊丝 5183【5183】铝镁焊丝》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
