 首页
首页
0/100

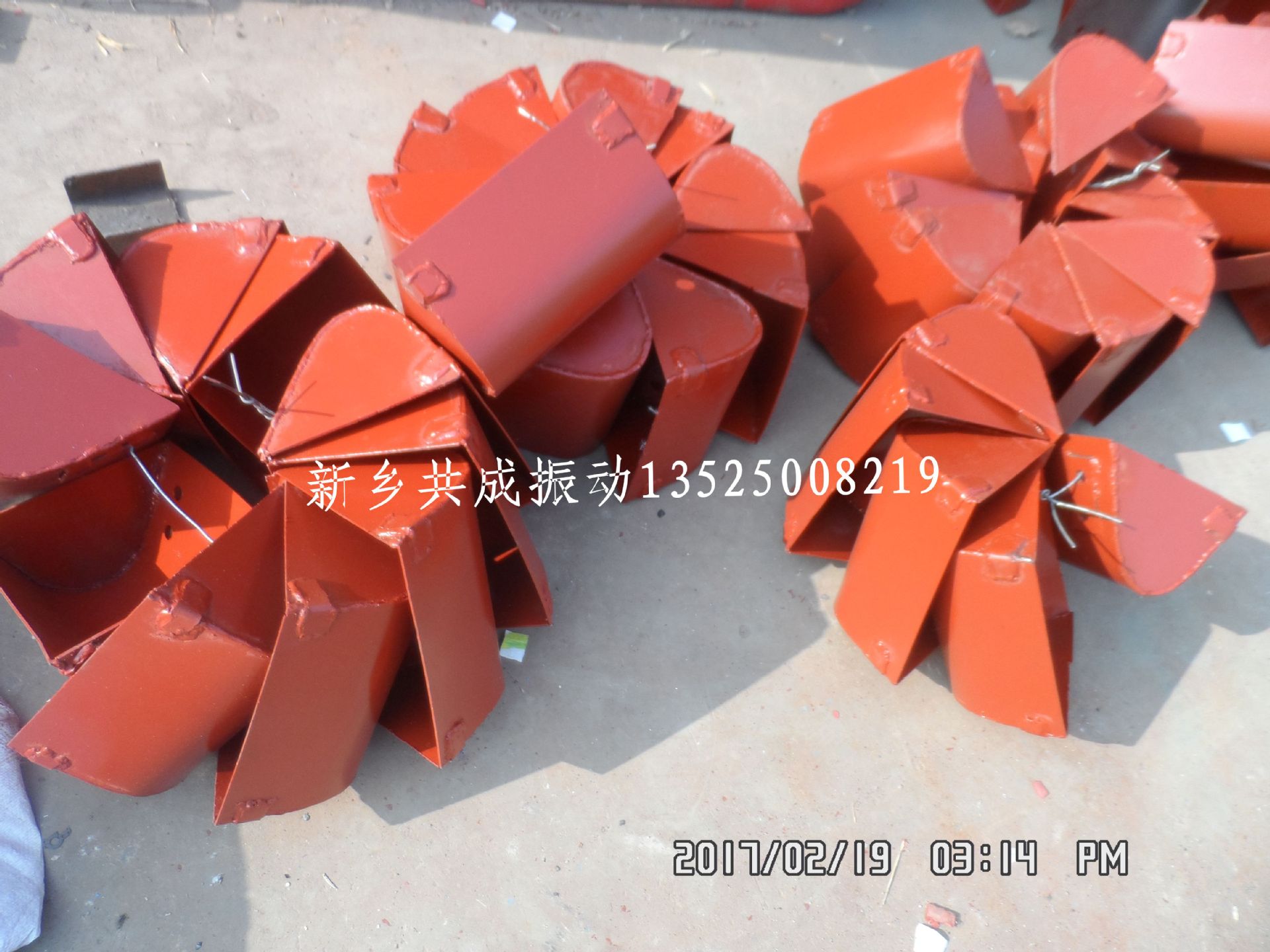
提升机料斗
来自:新乡市共成振动设备有限公司
45人民币
发布时间:2018-12-17
关注次数:484
产品参数
商品详情
TH型斗式提升机主要特点:
1.维护方便,寿命长。
2.机壳钢板加厚、刚性好。
3.输送物料的温度最高可达250℃。
4.中节机壳具有单通道和双通道两种形式。
5.提升高度运行平稳可靠,噪音小,维护方便。
6.改进机型的提升输送量比普通机型提高30%以上。
7.提升机环链采用低合金钢锻造,并经渗碳淬火处理,具有极高的抗拉强度和耐磨性能。
提升机料斗、挖斗、畚斗:
斗式提升机的安装与维护:
1.首先将尾部装置暂时紧固在基础上,然后按装配顺序用螺栓将中部机壳连接法兰连接。法兰之间应加石棉绳或其它密封垫密封。如有非标准中部机壳应在安装完标准机壳后,最后安装。也可根据实际情况进行调整。在中部机壳安装完毕后,再连接头部装置,并打开上部罩盖。
2.一般中部机壳第一节为带检修口的中间节,每隔三节标准中部机壳,安装一节带导轨中部机壳,在安装带导轨节时,应注意机壳内部的导轨宽度,尺寸窄的为提升边,尺寸宽的为回程边。保证机壳的法兰水平极为重要,可用水平仪找平,特别要保证机壳中心线垂直度,用铅垂线校垂直。
3.调整后,尾部装配必须稳固在基础上,并在提升机中部设置定位装置,为防止其倾斜或位移。定位装置间距不大于8m,最上面的支撑架应设置在与上部机壳相连接的中部机壳上处。支撑架应可靠地紧固于提升机附近的建筑物上,但不应限制提升机在垂直方向上的自由伸缩。
4.因在运输途中可能发生变形或移位,故在提升机固定后,须校核头轮轴的水平度,直到校平为止,头轮、尾轮必须对中。

5.安装驱动装置时,先将平台用螺栓连接到上部机壳上,并用支撑槽钢分别与驱动平台及中部机壳焊接牢。再在平台上焊上栏杆及维修架,然后安装驱动装置,驱动装置安装时,电动机、减速器的出轴应和头轮轴平行,大小传动链轮应对中,其中心线偏差应小于2mm,待调整传动链后,将驱动装置底座与驱动平台焊接牢固,再安装保护罩。
6.开式链传动的传动链条在安装前,应先启动电动机,检查小链轮的转动方向是否与牵引链条的运行方向一致。如旋转方向有误,则应重新联接电源线后方可安装传动链条。传动链条安装后其垂度在10~30mm。传动链轮罩下半部固定在适当位置上,罩壳内应注入适量润滑油。润滑油的运动粘度为30mm2/s~40mm2/s,传动链条浸入油池深度为6~12mm。
7.牵引链条在安装前应检查其关节转动是否灵活,如转动困难,应拆下用汽油或煤油洗净锈斑、并用砂纸擦光至转动灵活后方可安装。严禁涂抹润滑油。
8.为搬运和安装方便,出厂时将4米左右的牵引链条串接为一组,安装时先打开尾部检修口盖及中部检修口盖,将牵引链条正确的从尾部或中部检修口逐组连接后用手拉葫芦分别将两条同侧牵引链条从提升机机壳内往上吊装。牵引链条绕过头轮后将其连接。用另一只手拉葫芦将尾部链轮总成提到其可调范围的最上端,使牵引链条绕过尾轮后连接。放下尾轮总成,这时尾轮尚未利用的张紧行程应不小于全行程的50%。如发现太高或太低,应在最后接头处,加入或卸下2节牵引链条,然后再行调整。
9.牵引链条安装完成后可安装料斗。
10.在安装料斗的同时,就可将进出料口与其配套设备连接,为保证进出料畅通。进出料口与其配套设备之间的非标连接段与水平面的夹角应大于50°。牵引链条料斗安装后可安装杠杆与沉重箱,并装上沉重物。
11、安装好的提升机用人力应可灵活转动链轮,转动时不应发生运动机件与固定机件相互碰撞现象。若上述要求全部达到并认为满意,则可盖上罩盖,并垫上石棉线或其它密封垫。拧紧所有螺栓,清除提升机内部的所有另碎材料,以及各润滑系统加注润滑油,即可进行两小时的空载试车。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《提升机料斗》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
