 首页
首页
0/100
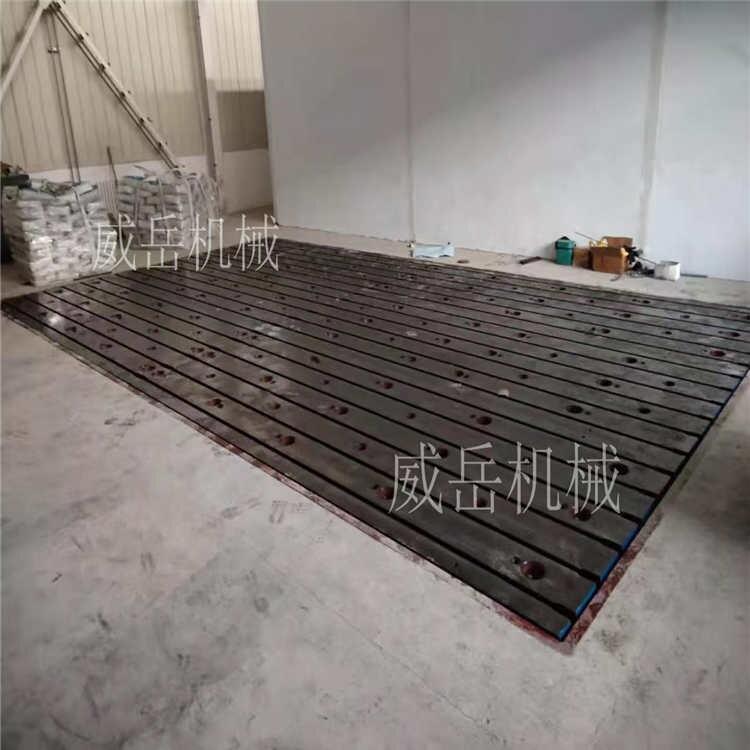
四川条形铸铁平台 铸铁平台
来自:河北威岳机械有限公司
6222人民币
发布时间:2022-2-9
关注次数:135
产品参数
商品详情
条形铸铁平台进行机械加工时选择毛坯是一个非常重要的环节,毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。
毛坯普通采用铸造的办法进行制造,当前大多数量具铸造都采用砂型铸造,对尺寸小精度要求高的小型量具铸件,可以采用特种铸造,比方精细铸造,熔模铸造和离心铸造等。
条形铸铁平台毛坯的选择不只影响毛坯的加工工艺和工艺费用,并且也会影响到机械加工的工艺办法和加工质量。因而需求量具毛坯铸造和机械加工两个方面的工艺人员密切配合,合理的确定毛坯的品种,布局形状。
条形铸铁平台的挤压铸造和压力铸造的不同点是:将预热后的预制块放入预热的铸型中,在重力下浇入液态金属或合金,然后在压头作用下使液体渗入预制块,液态金属在压力下凝固.有人用这种方法制取a1203短纤维锌基复合材料.日本有人直接将碳及玻璃颗粒放入铸型,然后压头作用在锡液上使金属体挤入铸型.
在挤压阶段,采用10t油压机,压力为91MPa左右.李爱华将撑融铸造与挤压铸造结合起来,将重量比为铝合金的3~6的包镍铜石墨粉加入到液固合金浆液中,然后将其迅速挤压成轴承毛坯.搅拌器表面涂有耐热矾土水泥,转速为400~1500r/min..挤压设备为YA32-100型挤压机,加压速度为7mm/s.
为了提高零件的机械性能,如渗碳、淬火、回火等,一般安排在机械加工之后进行。条形铸铁平台不易变形的前提下就是选合格的铸铁平板,要经过自然时效处理或者人工热处理减少内应力等符合标准工艺的。条形铸铁平台是用于工件检测或划线的平面基准器具。铸铁平台在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。
在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。条形铸铁平台由于产品有所不同,因此便造成其各面产品的粗糙程度有所不同。条形铸铁平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。条形铸铁平台铸件表面应型砂、且表面平整,涂漆牢固,各棱边应修钝。
想要了解铸铁平台的检测重合度,先要了解条形铸铁平台的重复检定点。用水平仪或自准直仪检定平板平面度时,是按规定截面和检定点读取数据,通过数据处理获取平面度误差值。由于采用了多余观测,必然产生重复检定点。所谓重复检定点是受检稳各截面的交汇检定点,如平板中点是两条对角线、两条中线4个截面的交汇检定点,这一点即为重复检定点。
从理论上讲,重复检定点的平面度值是不变的,即不同截面检定到这一点平面度值应相同。但是由于各个截面检定时受到基准、环境、仪器和操作等因素的影响,不可避免地带来检定误差,致使重复检定点所得平面度偏差值不重合。通常把不同截面重复检定点平面度偏差值的差值值称为重复检定点平面度的重合度。材料在加工过程中需要达到一个崭新的高度。尤其是按照工业中的加工和分类标准来看,其中主要的材料是要通过各种平台应用的环境来进行加工生产的。http://www.chinaweiyue.com/
铸铁平台铸件问题喷焊处理方式按喷焊工艺执行,将检验铸铁平台工作面预热至150℃以上,完成初步焊粉的喷涂后,将喷涂面加热至900℃-1200℃以上,使焊粉熔化后形成平整面。因为预热及加热时间长,工件受热面积较大,热应力较大,比电弧焊容易产生裂纹,同时线收缩产生裂纹倾向大。因为裂纹倾向受喷焊时间、喷层厚度等因素影响,问题大小受限,并且焊补的问题需清理干净,因为喷粉中含FE量比例较高,形成的喷层较电弧焊与母材的颜色相近。但因具有量的NI,所以无法与母材颜色接近,焊补后可以进行机械加工。
传统的喷焊、电弧焊工艺,焊补后易产生裂纹,工件易受热变形,容易出现二次气孔,焊补处金属颜色与母材差异大是其共同的特点,这也是传统焊补工艺不能解决机床导轨问题的根本原因。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《四川条形铸铁平台 铸铁平台》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
