 首页
首页
0/100

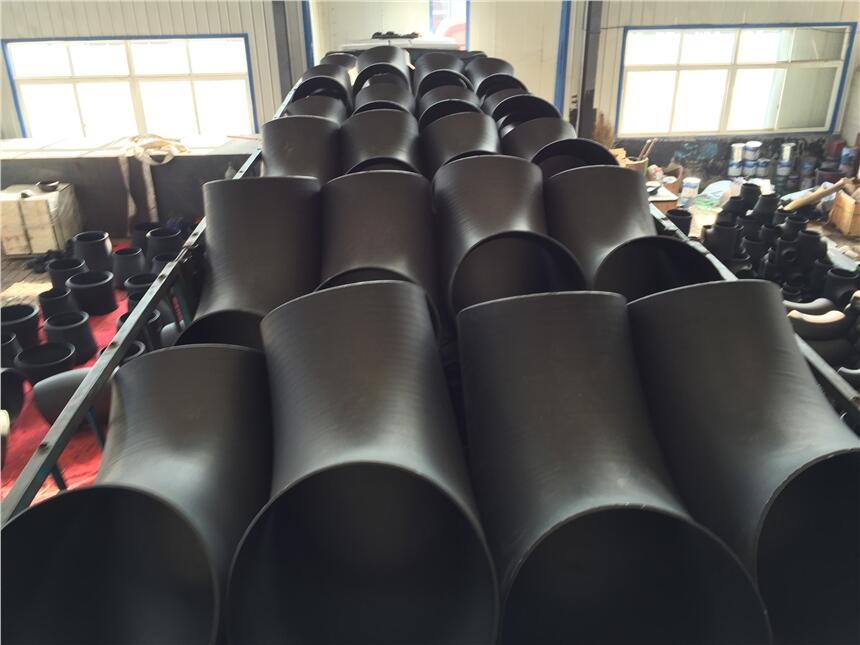
NACE弯头 A860 WPHY42弯头 管线弯头加工厂家
来自:河北源科管道制造有限公司
50人民币
发布时间:2020-11-25
关注次数:60
产品参数
商品详情
弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例最大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。
在管路系统中,弯头是改变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。
与管子连接的方式有:直接焊接(最常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等。其他名称:90度弯头、直角弯等。
冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《NACE弯头 A860 WPHY42弯头 管线弯头加工厂家》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
