 首页
首页
0/100

YD507耐磨药芯焊丝
来自:苏州壹胜佰焊接材料有限公司
25人民币
发布时间:2022-3-23
关注次数:524
产品参数
商品详情


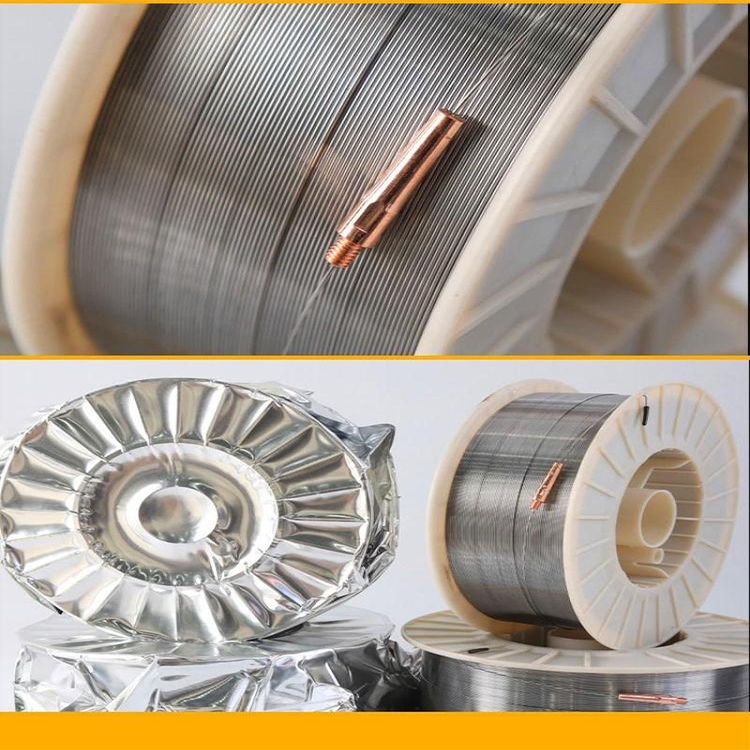


YD507耐磨药芯焊丝详细介绍:
YD507耐磨药芯焊丝的介绍
YD507耐磨药芯焊丝是堆焊用CO2气体保护药芯焊丝,焊接工艺性好,电弧稳定,飞溅小,易脱渣,无裂纹。具有很好的高温硬度,使用性能稳定。焊前试件应预热至200℃左右,焊后进行500℃左右回火处理。主要用于热锻模具堆焊,模具母材为5CrNiMo、5CrMnMo,在高温下使模具具有很好的硬度和耐热疲劳性能好。
YD507耐磨药芯焊丝的注意事项
1.施焊工件应做除油、除锈处理。
2.焊接时,气体流量一般在20~25L/min。
3.药芯焊丝焊接时,干伸长度应为15~25mm。
4.焊丝库房的湿度应保持在小于60% 。
5.非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年。
YD507耐磨药芯焊丝的参数
熔敷金属化学成分(%)(保护气体:CO2)
化学成分 保证值
C ≤0.40
Mn ≤3.00
Si ≤0.50
Cr 2.50-3.50
Mo ≤1.00
Ni ≤2.00
W 1.50-2.50
Co ≤2.00
V ≤0.80

展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《YD507耐磨药芯焊丝》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成
